


以下是:锅炉喷涂热线13780722348全国进行喷涂施工的产品参数
山东锅炉热喷涂 山东 锅炉喷涂热线13780722348全国进行喷涂施工,宏合集团(金昌市分公司)专业从事锅炉喷涂热线13780722348全国进行喷涂施工,联系人:张经理,电话:【06358655311】、【13780722348】,发货地:开发区,以下是锅炉喷涂热线13780722348全国进行喷涂施工的详细页面。 甘肃省,金昌市 金昌市,甘肃省辖地级市,别称镍都,地处中国西北地区、甘肃省河西走廊中段、祁连山北麓,地势南高北低,属大陆性温带干旱气候,总面积9600平方千米。截至2022年底,辖1个区、1个县,常住人口43.44万人。
想了解我们的锅炉喷涂热线13780722348全国进行喷涂施工产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:锅炉喷涂热线13780722348全国进行喷涂施工的图文介绍
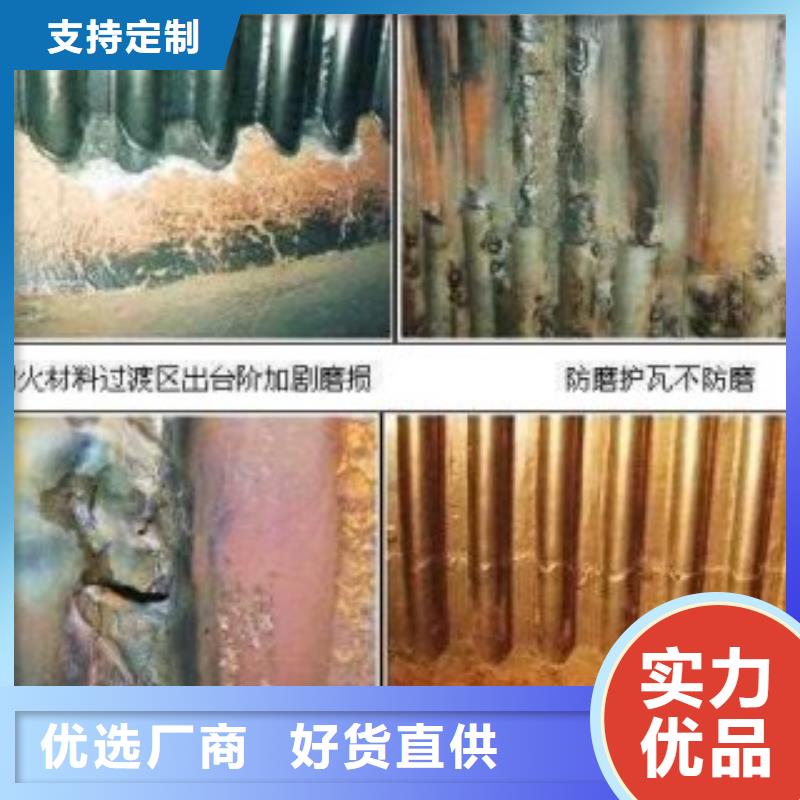
锅炉热喷涂的工艺及注意事项
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等;
2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低;
3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。
行业专家认为山东锅炉热喷涂工艺需要注意一下几点:
1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。
2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。
3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
高压无气喷涂机是现今除了静电粉末喷涂机以外,第二新的喷涂方式,对于它的喷涂原理和构造结构想必大家都应该有过了解了,而且需要强调的是,它完全改变了原来空气喷涂机的结构,虽然也有通过压缩空气来给涂料施加高压,但是却不直接接触涂料,从而大大了喷涂的质量,减少了很多涂层问题。下面佛山荣高喷涂速率高、产量高、漆料传递率高、涂层质量好、咬合力高等优点恐怕是人们谈及高压无气喷涂机时, 个反应出来的看法,的确现代高压无气喷涂机的确可以称得上是技术上的革新,它能以较高的漆料传递速率和出产速率来在墙体和金属外表面形成一层致密的涂层,从而使得无气喷涂机的外表品质远远由于空气喷涂。虽然高压无气喷涂机有着诸多的优点,但是如果使用的人不熟悉操作的话,想必也是不会很好的发挥出效果吧,因此掌握高压无气喷涂机的操作原理也是很重要的。一般我们在操作高压无气喷涂机时会有纵向和横向交替喷涂或是双重喷涂两种方式,双重喷涂称为压枪法,也是当今一种比较主流的高压无气喷涂机的操作方法,利用压枪法喷涂出来的喷束幅度其实是成扇面水平射向基材表面的,由于喷束的核心距离基材表面近,所以落点为集中,但是扇形边缘的落点就依次逐渐稀少。压枪法的主要运用方式就是将后一枪的喷束中心对准前一束喷枪的边缘,采用这种喷涂方式的 处就是,一次喷涂就可以收获平时两倍的喷涂效果,省时省力。另外一种喷涂方式则是先喷涂基材两侧的边缘,然后在按照一定的喷涂线路有计划的进行喷涂,但是需要注意的是第二束喷涂的中心还是需要对准基材面上侧的边缘,而且在喷涂前需要先瞄准涂面侧缘的外部,等到对准后靠近边缘后再扣动扳机,进行喷涂作业。不管是哪种方式,都能帮助我们喷涂出更好的墙面涂层质量。喷涂机小编就来和大家介绍一下高压无气喷涂机的操作原理。
始终秉承 无缝钢管品质、优质、良好服务之经营理念,积累5年 无缝钢管的产品生产营销经验,真正拥有 无缝钢管核心技术。始终致力于 无缝钢管产品服务的提供、研发。力求让客户对我们的 无缝钢管产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。
等粒子喷涂工艺在等粒子喷涂过程中,影响涂层质量的工艺参数很多,主要有:①等离子气体:气体的选择原则主要根据是可用性和经济性,N2气便宜,且离子焰热焓高,传热快,利于粉末的加热和熔化,但对于易发生氮化反应的粉末或基体则不可采用。Ar气电离电位较低,等离子弧稳定且易于引燃,弧焰较短,适于小件或薄件的喷涂,此外Ar气还有很好的保护作用,但Ar气的热焓低,价格昂贵。气体流量大小直接影响等离子焰流的热焓和流速,从而影响喷涂效率,涂层气孔率和结合力等。流量过高,则气体会从等离子射流中带走有用的热,并使喷涂粒子的速度升高,减少了喷涂粒子在等离子火焰中的“滞留”时间,导致粒子达不到变形所必要的半熔化或塑性状态,结果是涂层粘接强度、密度和硬度都较差,沉积速率也会显著降低;相反,则会使电弧电压值不适当,并大大降低喷射粒子的速度。极端情况下,会引起喷涂材料过热,造成喷涂材料过度熔化或汽化,引起熔融的粉末粒子在喷嘴或粉末喷口聚集,然后以较大球状沉积到涂层中,形成大的空穴。②电弧的功率:电弧功率太高,电弧温度升高,更多的气体将转变成为等离子体,在大功率、低工作气体流量的情况下,几乎全部工作气体都转变为活性等粒子流,等粒子火焰温度也很高,这可能使一些喷涂材料气化并引起涂层成分改变,喷涂材料的蒸汽在基体与涂层之间或涂层的叠层之间凝聚引起粘接不良。此外还可能使喷嘴和电极烧蚀。而电弧功率太低,则得到部分离子气体和温度较低的等离子火焰,又会引起粒子加热不足,涂层的粘结强度,硬度和沉积效率较低。③供粉:供粉速度必须与输入功率相适应,过大,会出现生粉(未熔化),导致喷涂效率降低;过低,粉末氧化严重,并造成基体过热。送料位置也会影响涂层结构和喷涂效率,一般来说,粉末必须送至焰心才能使粉末获得 的加热和 的速度。④喷涂距离和喷涂角:喷枪到工件的距离影响喷涂粒子和基体撞击时的速度和温度,涂层的特征和喷涂材料对喷涂距离很敏感。喷涂距离过大,粉粒的温度和速度均将下降,结合力、气孔、喷涂效率都会明显下降;过小,会使基体温升过高,基体和涂层氧化,影响涂层的结合。在机体温升允许的情况下,喷距适当小些为好。喷涂角:指的是焰流轴线与被喷涂工件表面之间的角度。该角小于45度时,由于“阴影效应”的影响,涂层结构会恶化形成空穴,导致涂层疏松。⑤喷枪与工件的相对运动速度:喷枪的移动速度应保证涂层平坦,不出线喷涂脊背的痕迹。也就是说,每个行程的宽度之间应充分搭叠,在满足上述要求前提下,喷涂操作时,一般采用较高的喷枪移动速度,这样可防止产生局部热点和表面氧化。⑥基体温度控制:较理想的喷涂工件是在喷涂前把工件预热到喷涂过程要达到的温度,然后在喷涂过程中对工件采用喷气冷却的措施,使其保持原来的温度。在等离子喷涂的基础上又发展了几种新的等离子喷涂技术
您是想要在甘肃省金昌市采购高质量的锅炉喷涂热线13780722348全国进行喷涂施工产品吗?宏合集团(金昌市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的锅炉喷涂热线13780722348全国进行喷涂施工产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-【13780722348】,地址:《开发区》。










