


42CrMo无缝钢管流量对于一定孔径的喷嘴,气体流盆要适当,如果流量过大,则容易出现紊流,使周围的空气卷人,降低了对熔池的保护作用。另外,气体流量过大,带走电弧区的热量增多,对电弧的稳定燃烧不利。若气体流量过低,气流挺度差,排除周围空气的能力减弱,保护效果同样不好。
其实,对于任愈一个孔径的喷嘴,都有一 个 流量范围,在此范围内,保护效果 。根据试验得出:孔径在12^-20mm的 喷嘴,其合适的流量为12-15L/min(氢气)。为使保护气体有一定的挺性,在实际焊接中,气体流量可以选择得再大一些。
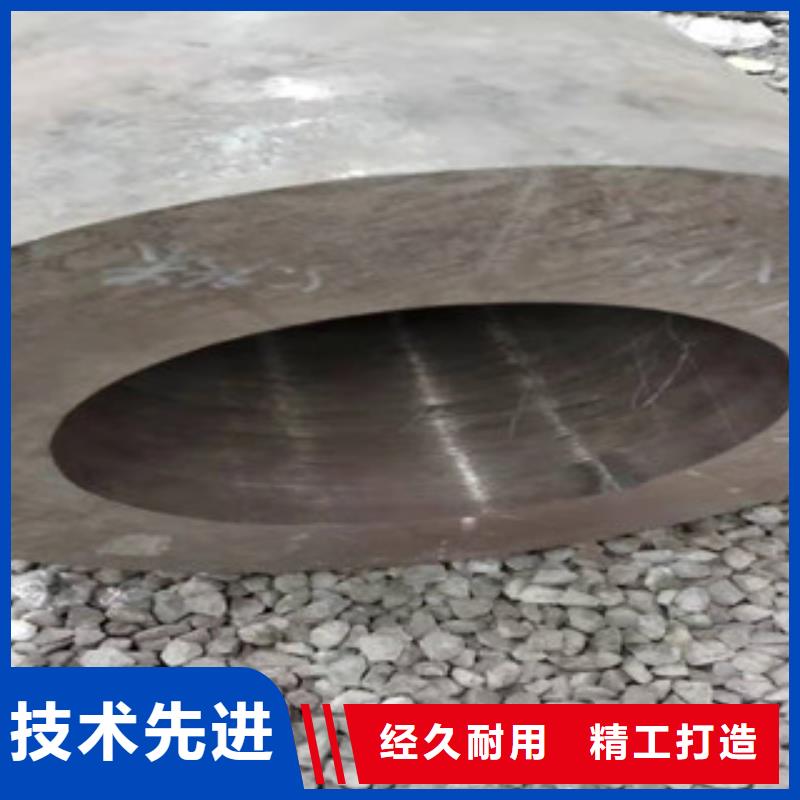
42CrMo无缝钢管孔型设计包括合理选择孔型系统、确定各道次孔型的宽高比、正确分配各机架的延伸系数、计算各架孔型顶部和开口处管壁厚度、确定孔型各架高度、确定各架孔型宽度、确定孔型其他尺寸、绘制孔型图,计算各孔型管子面积、校核各架孔型的延伸系数、给定各机 架间的运动张力系数,正确调速。设计应以减壁量 的薄壁管为准,保证在横截面和纵截面上都获得要求的尺寸精度。



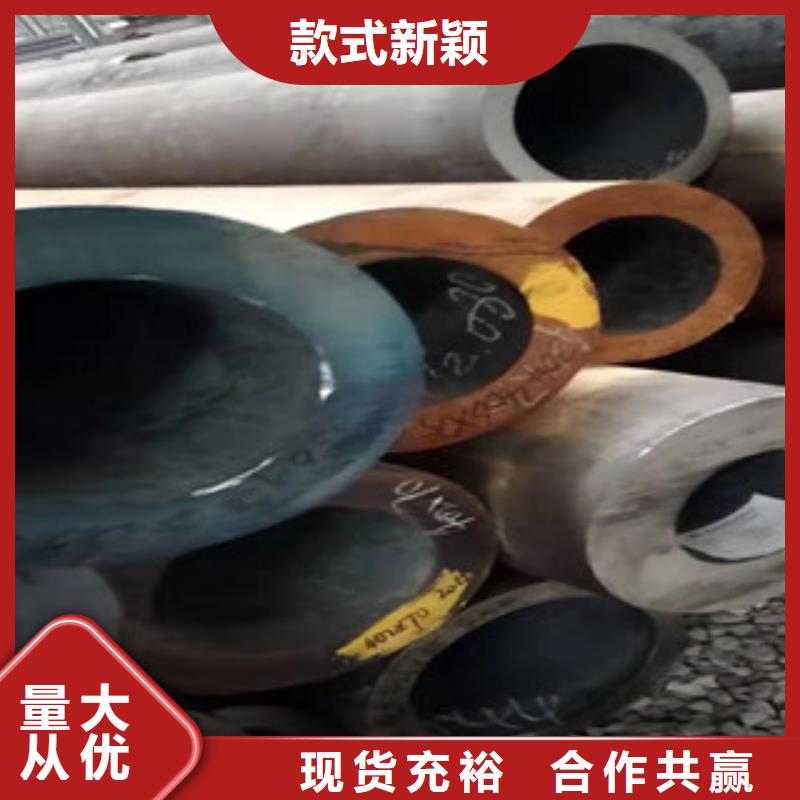
42CrMo无缝钢管加工精度高:特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。
42CrMo无缝钢管表面质量好:表面为交叉网纹, 有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使 用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热 损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。

