

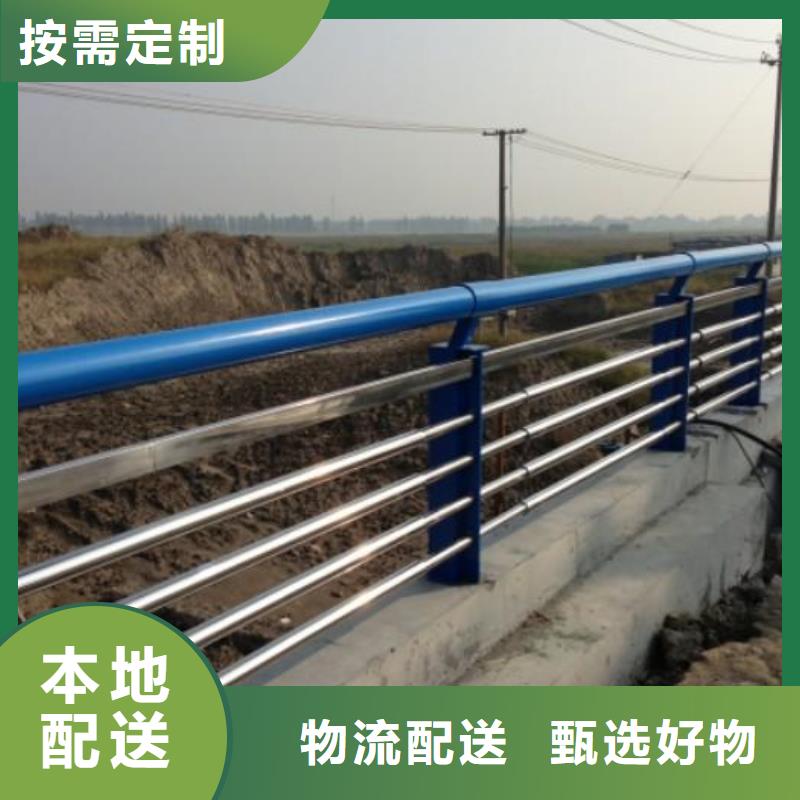

以下是:114*3不锈钢复合管护栏衔接方便的产品参数
产品参数 产品价格 电议/米 发货期限 电议 供货总量 100000 运费说明 3天 品牌 亮洁 是否进口 否 使用范围 广泛 114*3不锈钢复合管护栏衔接方便,亮洁护栏(西藏分公司)专业从事114*3不锈钢复合管护栏衔接方便,联系人:贾经理,电话:【0635-8861618】、【18365788889】,发货地:经济开发区工业园,以下是114*3不锈钢复合管护栏衔接方便的详细页面。 西藏自治区 西藏自治区,简称“藏”,中华人民共和国自治区,废除农奴制,是中国五个少数民族自治区之一,位于中华人民共和国西南地区,素有“世界屋脊”之称的青藏高原的西南部,地处北纬26°50′至36°53′,东经78°25′至99°06′之间,平均海拔在4000米以上。面积120.28万平方公里,辖6个地级市、1个地区,首府拉萨市。截至2022年末,西藏自治区常住人口为364万人。
想要深入了解114*3不锈钢复合管护栏衔接方便产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:114*3不锈钢复合管护栏衔接方便的图文介绍
西藏亮洁护栏有限公司位于经济开发区工业园,交通j i为便利。公司常年致力于 桥梁复合管护栏的研发和生产,拥有雄厚的专业技术力量。 公司专营 桥梁复合管护栏系列产品,公司一贯信奉合作来源于诚信,品质来源于实现的行为准侧,致力于互利互惠,资源共享的双赢模式,竭诚欢迎垂询洽谈。
复合层的完全熔焊问题。为达到良好的焊接效果,正确的焊接方法是:焊前准备焊接前将接触层的油漆、污垢及氧化层等清理干净,以免焊接过程中杂质受热会分解成H2O和CO2。焊前还要对基层和复合层进行预热。预热采用电加热方法,以对口中心线为基准,两侧不小于壁厚3倍,且不小于50mm,并防止过热。焊接过程先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。3)点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。4)应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。5)焊丝不能与钨级接触或直接深入电弧的弧柱区,防止破坏电弧的稳定和产生夹钨缺陷,焊丝端部不得退出保护区,防止焊丝氧化。6)道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却方法,即将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。焊后焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物,必要时应对焊缝进行局部修整。焊接后,应进行后热处理残余应力,焊后处理需按照设计要求进行,局部热处理时,宜采用电加热法。基层的焊后处理应按基层材质要求选择热处理温度,其他参数按不锈钢内衬管总厚度(7±1.5)mm进行计算。
螺旋埋弧焊生产工艺具有许多优点:一是可以利用同一宽度带钢生产不同直径钢管;二是成型易于调整,更换规格方便,既适合于大批量制造,又适合小批量制造;三是生产过程易于实现机械化、自动化、连续化。这是螺旋埋弧焊钢管早期能够得一发展并能控制市场的主要原因。
1.螺旋缝埋弧焊生产线介格远低于埋弧焊直缝钢管生产线,成品钢管相对价格也低于埋弧焊直缝钢管。
2.可以利用同一宽度带钢生产不同直径钢管;害怕型易于调整,更换规格方便,即适合于大批量制造,又适合于小批量制造,生产过程易于实现机械化、自动化和连续化。
3.可生产螺旋缝焊钢管规格直径从Ф219-1420mm,甚至可以达到2540mm。埋弧焊直缝钢管直径受板宽的制约较有明显。
4.螺旋缝焊钢管的焊缝壁开了主应力方向,钢管受内压后,主应力为环向应力,螺旋焊缝与轴线形成的夹角为45度,避开了主应力,而直缝焊钢管主应力正好垂直于焊缝。
5.钢管顺轧制方向的冲击韧性高,而垂直轧制方向冲击韧性低,两者相差数倍。螺旋缝焊钢管韧性的薄弱环节避开了主应力,但直缝钢管的韧性薄弱环节正好是主应力作用的部位。
您是想要在西藏采购高质量的114*3不锈钢复合管护栏衔接方便产品吗?亮洁护栏(西藏分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的114*3不锈钢复合管护栏衔接方便产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:贾经理-【18365788889】,地址:《经济开发区工业园》。





