

以下是:设备表面热喷铝喷锌的产品参数
产品参数 产品价格 160 发货期限 喷锌 供货总量 热喷铝喷锌 运费说明 喷铝 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 设备表面热喷铝喷锌,华电高空工程(大兴安岭市分公司)为您提供设备表面热喷铝喷锌的资讯,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城。 黑龙江省,大兴安岭地区 大兴安岭地区地处黑龙江省西北部、内蒙古自治区东北部、大兴安岭山脉东北坡,是中国北端的地级行政区,属温带季风气候。
以下是我们精心制作的设备表面热喷铝喷锌产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。以下是:设备表面热喷铝喷锌的图文介绍黑龙江大兴安岭烟囱维修加固防腐华电高空工程有限公司黑龙江大兴安岭烟囱维修加固防腐一站式采购服务热销产品PRODUCT REAL SHOT DISPLAY黑龙江大兴安岭烟囱维修加固防腐的图文介绍
用的放心今日新品
工艺流程
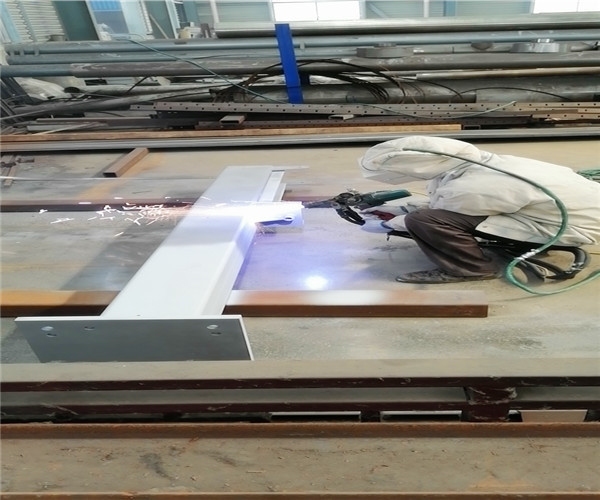
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
多年经验
买黑龙江大兴安岭烟囱维修加固防腐直接找源头工厂给您更好的产品
质量把控
严格把控黑龙江大兴安岭烟囱维修加固防腐生产标准确保品质出厂的都是合格品
支持定制
黑龙江大兴安岭烟囱维修加固防腐按需定制产能稳定满足多种需求
服务保障
黑龙江大兴安岭烟囱维修加固防腐成熟技术团队和售后团队交货准时
黑龙江大兴安岭烟囱维修加固防腐定制流程
设备表面热喷铝喷锌,华电高空工程(大兴安岭市分公司)为您提供设备表面热喷铝喷锌产品案例,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城。















