

以下是:热喷铝热喷锌喷耐磨合金公司的产品参数
产品参数 产品价格 160 发货期限 防腐公司 供货总量 20年经验 运费说明 热喷铝喷锌 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 在山西省太原市采购热喷铝热喷锌喷耐磨合金公司请认准华电高空工程(太原市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:朱雄飞-【15380593638】,地址:人民路金融城)。 山西省,太原市 太原市是山西省政治、经济、文化和国际交流中心,可持续发展议程创新示范区,是中国北方军事、文化重镇,世界晋商都会,也是中国重要的能源、重工业基地之一、中国旅游城市。太原曾成功举办第二届全国青年运动会、中国中部博览会和中国电视华鼎奖等重要大型活动。2019年8月13日,太原市入选全国城市医疗联合体建设试点城市。2019年10月31日,太原市入选首批5G商用城市名单。2021年7月30日,交通运输部命名太原市为公交都市建设示范城市。
我们精心制作的热喷铝热喷锌喷耐磨合金公司产品视频已经准备就绪,【解锁新品!】热喷铝热喷锌喷耐磨合金公司产品视频,带你穿越新品体验之旅!以下是:热喷铝热喷锌喷耐磨合金公司的图文介绍经过多年努力和用心经营,公司 烟囱维修加固防腐产品畅销多个省市、自治区,并远销日本、泰国、俄罗斯、印度、巴基斯坦、东南亚等和地区,深受客户的好评。 山西太原华电高空工程有限公司是一家专业从事于 烟囱维修加固防腐的生产厂家,您若想了解 烟囱维修加固防腐产品和信息,请拨打我们的服务热线,真诚欢迎您到我公司考察洽谈业务,一站式采购,一次握手,终生朋友,厚德载物,胜在共赢。
工艺流程
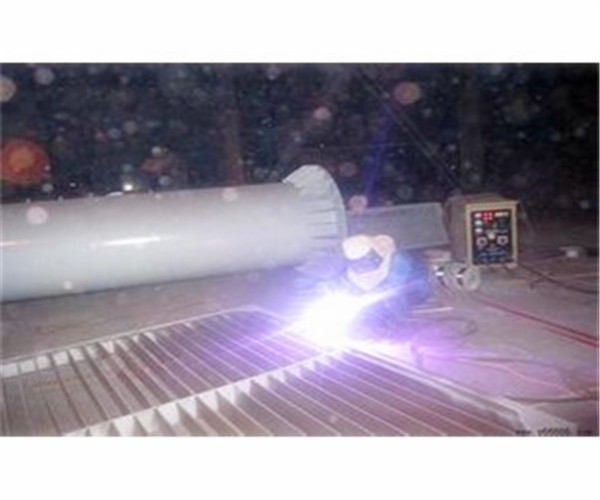
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
我们公司主要服务有:喷砂除锈,热喷锌处理,热喷铝处理,不锈钢哑光处理、热喷锌铝合金、热喷镍基合金、热喷伪合金、油漆喷涂、防腐材料销售等。
如果你对我们的服务感兴趣,可以来电咨询!我们定会为你一一解答,解惑!
此时基体表面活化程度达到大参数,基体表面电极电位镀层结合强度高,在2-3小时内基体表面的电极电位基本是稳定的。随着时间的增加,其表面的电极电位值开始升高,活化强度减弱,镀层与基体的结合强度下降,这是由于表面氧化膜生成的厚度在喷镀颗粒撞击表面时,2-3小时之内,很薄的氧化膜很易被高速趋行的喷镀颗粒击破。2-3小时之后,氧化膜则对镀层与基体起着隔绝的作用。喷锌喷砂完成2-3小时之内就应完成喷锌工作。使基体表面达到电极电位小值因为经过喷砂处理后基体表面的电极电位值比处理前的电极电位值有较大程度的电位差从而破坏镀层与基体的附着。喷镀设备使用国产喷(一般使用上海喷镀机械厂产的中连气手持式喷)锌材使用直径为3mm,锌含量不低于99.5%-99.7%,无油污的优质锌丝。用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。如果只产生新镀层的明亮刮痕,而无脱落现象,即为合格。如脱落面积占位的15%时,则认为不合格。以上各项检查点的面积。粘结力的检查:采用刀刮法测试粘结力强度应不少于总面积的5%。
电弧喷铝:铝线的产品用途:
铝线广泛应用于扎带、螺丝、锅钉、拉钉、牛仔钉、铆钉、铝钉、卫浴挂具、S挂钩、桥梁焊接、电焊、电线电缆、五金冲压、氧化、织链、项链、首饰、香肠扣、灯饰铝线、工艺品、园林园艺、衣架、导航仪支架、可调节支架、登山扣、锁匙扣、包胶铝线、彩色铝线、雕花铝线、纽纹铝线、服装辅料、铝型材氧化辅料、捆扎物品、电脑产品、电子产品、家用、装饰艺术用品等。
铝线分类:纯铝线、合金铝线、彩色铝线、雕花铝线、打钉线、螺丝线,铆钉铝线、硬线、中硬线,全软线,方线,压扁线等。
铝线规格:Φ0.65~Φ9.5mm。
铝线横截面:圆形、方形、长方形、椭圆形、不规则形状
铝线表面:铜包铝线、钢包铝线,镀镍,镀锌,镀锡,镀银,镀金等。
铝线材质分类:1系:工业纯铝;
2系:铝铜系合金,
3系:铝锰系合金,
4系:铝硅系合金,
5系:铝镁系合金,
6系:铝镁硅系合金,
7系:铝锌镁铜系合金,
8系:其他合金。
铝线密度:0.0022g/cm3。铝线计算公式:W(千克/米)=直径的平方*长度*0.0022。
铝线软硬度(软料、硬料):全软料;硬料、1/2H、H、O态、M态(软),H12(1/4硬),H14(半硬),H24(半硬),H18(硬),H26(3/4硬),H32(1/4硬)等。
铝线牌号主要有:1050、1060、1070、1080、1100、2011、2014、2017、2024(2A12、LY12)、3003、3004、5005、5050、5154、5052、5454、5056、5082、5083、5086、5183、5383、5754、6101、6201、6005、6106、6011、6016、6351、6060、6061、6063、6070、6082、6262、6463、6A02、7050、7005、7075、7475、7085、LY16(2A16)、LY6(2A06)、LY11(2A11)等。
选购热喷铝热喷锌喷耐磨合金公司来山西省太原市找华电高空工程(太原市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱雄飞-【15380593638】,地址:[人民路金融城]。










