

以下是:热喷铝防腐公司的产品参数
产品参数 产品价格 160 发货期限 防腐公司 供货总量 20年施工经验 运费说明 喷锌喷铝 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 热喷铝防腐公司,华电高空工程(黑龙江省分公司)专业从事热喷铝防腐公司,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城,以下是热喷铝防腐公司的详细页面。 黑龙江省 黑龙江地貌特征为“五山一水一草三分田”。地势大致呈西北、北部和东南部高,东北、西南部低,由山地、台地、平原和水面构成;地跨黑龙江、乌苏里江、松花江、绥芬河四大水系,属温带季风气候。黑龙江省位于东北亚区域腹地,是亚洲与太平洋地区陆路通往俄罗斯和欧洲大陆的重要通道,中国沿边开放的重要窗口。黑龙江历史代表文化为“东北文化”。
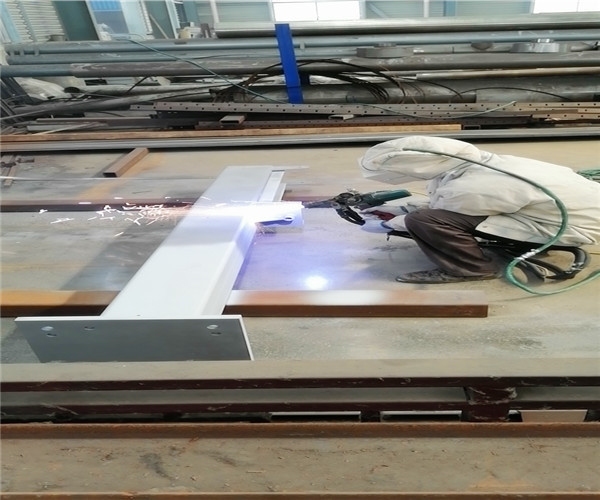
热喷铝防腐公司视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:热喷铝防腐公司的图文介绍电弧喷涂热喷锌热喷铝防腐公司钢结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、站机架喷锌喷铝 热喷涂技术是一种广泛适用于材料表面强化、表面防护、表面修复和表面装饰的应用技术,它可在各种固体工程材料表面,喷涂各种金属及合金、工程陶瓷、工程塑料以及由以上材料形成的复合材料,并能形成牢固的结合层,从而使制品表面获得耐磨、耐蚀、耐高温、抗氧化、隔热、导热、绝缘、导电、辐射、防辐射、低磨擦、防咬合、密封、增大化学反应有效面积等等特殊性能。机械零件在运行过程中,因磨损、腐蚀、或在加工过程中超差,均可采用热喷涂技术予以修复。运用热喷涂技术可达到提高制品适用寿命、节省贵重材料、节约能源、修旧利废以及装饰美化等目的。热喷涂技术还可用于模具制造。目前,热喷涂技术已广泛应用到航天、航空、机械、电力、石油、化工、冶金、矿山、机车、船舶、铁路、公路、制糖、制药、造纸、印刷、纺织等几乎国民经济的各个方面,还可用于工艺美术、文物保护、建筑防腐与装饰等等方面。 吴江市电弧喷涂热喷锌热喷铝防腐公司适用范围: 市政 各类钢结构的热喷涂长效防护涂层、防腐、长效防腐,一次防护寿命可达 30 年以上 造纸机械 蒸锅、烘缸、烘箱内壁增寿强化修复;各种辊类表面强化和修复;离心泵、轴流泵、蒸汽锅炉、阀门及搅拌机转轴密封套等零部件修复;瓦楞辊表面强化(经强化处理后,瓦楞辊表面硬度可提高至 HV1200 ,瓦楞辊的工作寿命可达 4000 万米以上)。
热喷锌热喷铝电弧喷锌喷锌喷铝防腐
电弧喷涂技术就是通过专用电源,使带电的耐腐蚀金属丝材产生电弧熔化,在1/1000—1/10000秒内,熔融金属的高温液滴被压缩空气喷吹、雾化、喷涂至预先喷砂除锈的钢铁构件表面,形成纯度高、结合力强的机械—冶金结合喷涂层,它对活泼的钢铁基体具有阴极保护作用。然后在该喷涂层上均匀涂敷具有抑制腐蚀作用的专用封闭剂,它不仅能进一步隔绝腐蚀介质侵蚀基体钢铁,同时使电弧喷涂金属层与封闭涂层界面阻抗增大,耐腐蚀性能大为增强。
电弧喷涂防腐涂层的防腐原理为机械屏蔽和阴极保护联合作用。当涂层发生破损、腐蚀介质存在时,金属喷涂层能够牺牲自己,保护钢铁基体不发生腐蚀;
2.电弧喷涂长效防腐技术的突出特点
(1)防腐寿命长:根据不同的腐蚀环境和具体的工件特点,通过合理的涂层设计,目前电弧喷涂长效防腐涂层体系自身的耐蚀寿命达50年以上,是重防腐油漆的4—5倍,热浸镀锌的2—3倍,玻璃钢涂层的2—3倍。因此电弧喷涂防腐技术使钢结构件的使用寿命由10~15年提高到半个世纪以上。
热喷涂在烟罩防护中的作用
热喷涂技术方法众多,但近几年来发展的电弧超音速喷涂无疑是烟罩防护--的工艺方法,其优点是:
1、成本低,效率高;
2、结合强度高于其它喷涂;
3、丝材中可加入陶瓷粉,改进抗冲蚀磨损性能。
综合国内外经验,利用电弧超音速喷涂耐磨涂层,在烟罩及电厂锅炉上的应用证明,二者的寿命可延长到三年以上。
我司是一家面向全国客户销售批发: 烟囱维修加固防腐、 烟囱维修加固防腐, 烟囱维修加固防腐等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。
表面处理
因为表面处理的好坏直接影响涂层的质量和保护年限,因此必须首先做好基层面的预处理。按照工艺要求对基层表面采用喷砂除锈,除锈标准按照Sa3级标准,Sa3级标准要求是:
非常彻底的喷砂除氧化皮、油脂、锈蚀及污物和油漆等附着物,该表面应显现出均匀的金属色泽,喷完砂后,表面用清洁干燥的压缩空气或干净刷子清理。
喷砂
采用以下设备和措施:空气压缩机、储气罐、油水分离器、空气滤清器、喷砂罐、胶带、喷砂枪、耐磨瓷嘴。
除锈工艺流程为压缩空气进入储气罐,经油水分离器、空气滤清器,使其清洁干燥,不含油质,然后进入砂罐,经胶带将砂粒压至喷砂枪,喷射金属基体。
按上述设备条件进行施工,表面处理即可达到Sa3标准,其表面粗糙度40um-60um在此时金属表面的电极电位与活化程度和涂层的粘结力均达到参数。
热喷锌/喷铝
喷砂完成2-3小时之内就应完成喷锌工作。随着时间的增加,其表面的电极电位值开始升高,活化强度减弱,喷涂层与基体的结合强度下降,这是由于表面氧化膜生成的厚度在喷锌/喷铝颗粒撞击表面时,2-3小时之内,很薄的氧化膜很易被高速趋行的喷涂颗粒击破。
2-3小时之后,氧化膜则对涂层与基体起着隔绝的作用,从而破坏涂层与基体的附着。锌/铝含量不低于99.5%-99.7%,无油污的优质锌丝/铝丝。
选购热喷铝防腐公司来黑龙江省找华电高空工程(黑龙江省分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱雄飞-15380593638,{QQ:784669153},地址:[人民路金融城]。













