以下是:钢结构热喷铝热喷锌公司的产品参数
产品参数 产品价格 160 发货期限 防腐公司 供货总量 20年经验 运费说明 热喷铝喷锌 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 钢结构热喷铝热喷锌公司,华电高空工程(昭通市分公司)为您提供钢结构热喷铝热喷锌公司的资讯,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城。 云南省,昭通市 昭通市历史上是云南省通向四川、贵州两省的重要门户,是中原文化进入云南的重要通道,云南文化三大发源地之一,为中国“南丝绸之路”的要冲,素有“锁钥南滇,咽喉西蜀”之称,是云南连接长江经济带和成渝经济区的重要通道,是内地通往南亚、东南亚和云南通往内地的双向大走廊。
想要更直观地了解钢结构热喷铝热喷锌公司产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。以下是:钢结构热喷铝热喷锌公司的图文介绍云南昭通华电高空工程有限公司位于人民路金融城,主要生产销售 烟囱维修加固防腐等产品。我们始终坚持以客户为先,客户至上的服务宗旨,尽力为客户提供便利,竭诚为广大新老客户服务。我公司本着做商先做人的态度,全心全意为客户服务,努力做到质量好,效率高,价格优,服务棒。 公司以良好的企业文化氛围为主流,树立务实、严谨、诚信的敬业精神,实行科学规范化管理,细化量化操作环节,推行岗位责任制。公司本着“市场为海,质量作帆”的经营理念和“和谐、关爱、发展、共存”的企业人文精神,真诚为新老客户提供好的产品和售后服务。
SX-400/SX-600超音速电弧喷涂设备构成
本套设备由高速电弧喷枪、电弧喷涂电源组成。(内设送丝机构、控制系统和
压缩空气系统。送丝分类有拉式机和推式机) 可根据用途选购拉式机或推式机.
另需配套设备:空气压缩机、喷砂机、空气滤清器、放丝盘架。
性能优点:
采用一体式电控气、电开关,操作更方便,可实现长距离登高作业。
粒子飞行速度达420m/s以上。
轴向气流速度达600m/s。
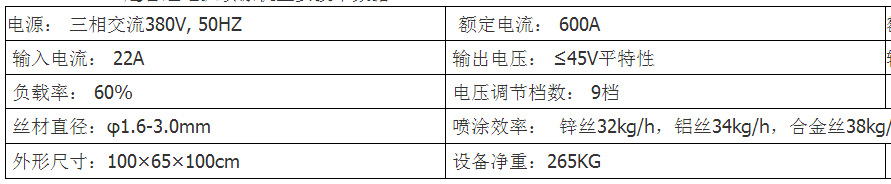
涂层沉积率大于75%。SX-400/SX-600主要技术参数:

结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、大楼喷锌喷铝、送变电站机架喷锌喷铝、电力塔架喷锌喷铝、风电设备喷锌喷铝、石化喷锌喷铝、
工 热喷锌防腐施工技术
1. 工程概况
热喷镀防腐是钢结构防腐工程较先进的施工工艺,它具有可操作性强,喷涂后结构外观美观、使用年限长等特点。
钢结构防腐采用热喷锌防腐工艺,镀层厚度设计为80um。本工程的防腐构件有钢桁架、工字钢次梁(2)、H型钢次梁(300)等,其中钢桁架的防腐是工程的。
2. 施工工序
工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。
3. 施工准备
3.1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。
3.2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。
3.3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。
3.4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。
热喷涂、喷铝 喷锌施工队伍,拥有美国进口TAFA超音速电弧喷涂、等离子喷涂等18台套喷涂施工设施。公司主要业务为热喷铝、热喷锌、热喷不锈钢、喷砂涂装、油漆防腐工程,采用先进的超音速电弧喷涂技术,其与普通电弧和火焰喷涂相比,具有更高的粒子飞行速度、的结合强度、更低的孔隙率、涂层致密均匀、且喷涂工件不变形特点,可以获得高质量的涂层,具有很强的防腐耐磨性能。
本公司施工是在业主浙江佳力风能技术有限公司,工程名称:风力发电轮毂表面施工喷锌、涂装工程项目。工艺要求如下;
1.风电轮毂采用喷砂除锈工艺。
2.轮毂喷铝涂层厚度250um
3.铝层封孔厚度100um
4.油漆涂装防腐施工工
表面处理
因为表面处理的好坏直接影响涂层的质量和保护年限,因此必须首先做好基层面的预处理。按照工艺要求对基层表面采用喷砂除锈,除锈标准按照Sa3级标准,Sa3级标准要求是:
非常彻底的喷砂除氧化皮、油脂、锈蚀及污物和油漆等附着物,该表面应显现出均匀的金属色泽,喷完砂后,表面用清洁干燥的压缩空气或干净刷子清理。
喷砂
采用以下设备和措施:空气压缩机、储气罐、油水分离器、空气滤清器、喷砂罐、胶带、喷砂枪、耐磨瓷嘴。
除锈工艺流程为压缩空气进入储气罐,经油水分离器、空气滤清器,使其清洁干燥,不含油质,然后进入砂罐,经胶带将砂粒压至喷砂枪,喷射金属基体。
按上述设备条件进行施工,表面处理即可达到Sa3标准,其表面粗糙度40um-60um在此时金属表面的电极电位与活化程度和涂层的粘结力均达到参数。
热喷锌/喷铝
喷砂完成2-3小时之内就应完成喷锌工作。随着时间的增加,其表面的电极电位值开始升高,活化强度减弱,喷涂层与基体的结合强度下降,这是由于表面氧化膜生成的厚度在喷锌/喷铝颗粒撞击表面时,2-3小时之内,很薄的氧化膜很易被高速趋行的喷涂颗粒击破。
2-3小时之后,氧化膜则对涂层与基体起着隔绝的作用,从而破坏涂层与基体的附着。锌/铝含量不低于99.5%-99.7%,无油污的优质锌丝/铝丝。
今年在云南省昭通市购买钢结构热喷铝热喷锌公司有了新选择,华电高空工程(昭通市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的钢结构热喷铝热喷锌公司产品。如需购买或咨询,请随时联系我们,联系人:朱雄飞-15380593638,QQ:784669153,地址:人民路金融城。