

以下是:云南省丽江市实力厂家喷塑立柱价格的产品参数
产品参数 产品价格 8/米 发货期限 电议 供货总量 99999 运费说明 3-5 材质 不锈钢 品牌 正久 产地 山东 范围 喷塑立柱价格供应范围覆盖云南省 丽江市 昆明市、玉溪市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 古城区、永胜县、华坪县等区域。 【正久】为客户提供多样化产品,包括玉溪不锈钢复合管护栏工厂直销、普洱不锈钢复合管护栏用心做品质、临沧不锈钢复合管护栏随心所欲定制、文山不锈钢复合管护栏实体厂家、大理不锈钢复合管护栏品质有保障、楚雄不锈钢复合管护栏实力工厂、怒江不锈钢复合管护栏实力雄厚品质保障、古城不锈钢复合管护栏品质值得信赖、永胜不锈钢复合管护栏真正让利给买家等,适配多元场景需求。实力厂家喷塑立柱价格,正久金属制品(丽江市分公司)为您提供实力厂家喷塑立柱价格的资讯,联系人:王经理,发货地:开发区工业园。 云南省,丽江市 丽江市是全国同时拥有三项世界遗产的地级市,旅游资源丰富,有旅游风景点104处,有丽江古城、玉龙雪山、虎跳峡、老君山、束河古镇等知名旅游景点。先后被评为中国旅游竞争力百强城市、中国十大休闲城市、中国旅游城市、中国十大魅力城市等荣誉称号,先后成功创建为园林城市、卫生城市、节水型城市。
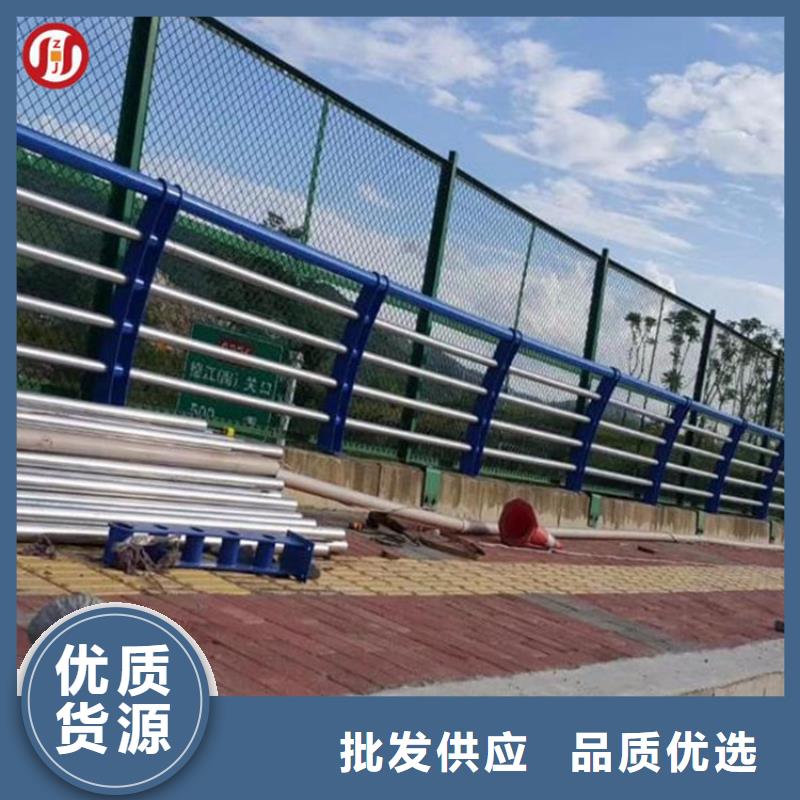
观看我们的产品视频,就像打开了一扇通往实力厂家喷塑立柱价格产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。以下是:云南丽江实力厂家喷塑立柱价格的图文介绍
由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。不锈钢复合管护栏厂家
对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不敏感,增强耐 蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。
不锈钢碳素钢复合管护栏质量控制
1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。
5、同一跨内的单侧护栏应一次性浇筑,端头模板应用钢模板,以保证端头外观平齐。
6、护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。
不锈钢复合管护栏
云南丽江正久金属制品有限公司公司拥有一支质素过硬的专业队伍。公司致力于 不锈钢复合管护栏系列产品的生产、销售。我公司遵照服务大众的理念,奉行“尊重顾客,信守承诺铸品牌;持续发展,超值服务保双赢”的质量方针,竭诚为广大客户提供及时、优质、的技术和产品服务。
不锈钢复合管护栏的焊接不锈钢复合管焊接难点是不锈钢复合管加热后一经熔化,就容易形成白口,不锈钢复合管一侧未熔化区形成白口层,容易产生焊接裂纹。另外,焊接区域中任何部位其温度超过850℃时,急冷后容易使不锈钢复合管返回白口铸铁组织。还有,由于碳钢热导率比不锈钢复合管大,线胀系数有较大的差别,从而引起焊接接头的盈利增大,也容易产生裂纹。不锈钢复合管与碳钢焊接的常用方法有:焊条电弧焊、氧-乙炔气焊、钎焊、CO2气体保护焊焊、真空扩散焊等。焊条电弧不锈钢复合管采用焊条电弧焊时,工艺技术与灰铸铁和不锈钢复合管电弧热焊和冷焊相似。工艺参数可根据不锈钢复合管与碳钢这两种母材的物理特性、化学成分、结构强度及使用要求等来确定。常用电弧焊的方法是电弧冷焊,在焊接过程中主要应把握好以下几个方面:选用焊条时,尽量选择焊缝金属的线胀系数与不锈钢复合管接近的焊条,这会有利于减小焊接应力,焊接裂纹的产生。严格控制焊接电流,这就是要选用小直径焊条,采用短弧,小电流,浅熔深,焊接电弧始终偏向于不锈钢复合管一侧,尽量使不锈钢复合管一侧半熔化区及热影响区窄小,避免办熔化区出现白口或淬硬组织。降低焊缝的熔合比,焊接速度要快,焊接时不摆动,窄到多层焊,焊后轻击焊缝以应力。严格控制温度在850℃以上的停留时间,避免不锈钢复合管返回白口铸铁;若采用镍基焊条可使不锈钢复合管成分在焊缝中的比例减少,对焊接有利。总的来说,焊接参数和工艺措施灰铸铁焊接时基本相同。
CO2细丝气体保护焊在生产和维修中,常采用CO2细丝气体保护焊焊接不锈钢复合管,能够获得良好的焊接接头。例如,在汽车生产中,越野车备胎托架与螺栓的连接,它们的材料分别为:不锈钢复合管KTH-10与35钢。焊接时一般采用0.6mm~1.0mm的H08Mn2SiA焊丝或Z508焊条。在进行CO2细丝气体保护焊时要把握的几个要点是:尽量使用0.6~0.8mm焊丝,少用1.0mm的焊丝,也就是说焊丝越细越能保证铸铁件的质量。CO2气体要纯,必须安装加热器并使之始终有效,能够有效保证低氢性的特点。起弧收弧要特别留意,起弧要搭接,收弧要填满弧坑,以防弧坑
今年在云南省丽江市购买实力厂家喷塑立柱价格有了新选择,正久金属制品(丽江市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的实力厂家喷塑立柱价格产品。如需购买或咨询,请随时联系我们,联系人:王经理-【17762077700】,地址:开发区工业园。







