
以下是:无缝焊接弯头厂家的产品参数
产品参数 产品价格 12 发货期限 包邮 供货总量 99989 运费说明 1 品牌 河北博创 产地 河北 材质 碳钢 无缝焊接弯头厂家,博创管道装备(甘肃省分公司)为您提供无缝焊接弯头厂家,联系人:蒋彦博,电话:【0317-6199111】、【13303177556】,请联系博创管道装备(甘肃省分公司),发货地:五里窑工业区。 甘肃省 2022年,甘肃省实现地区生产总值11201.6亿元,其中,产业增加值1515.3亿元,第二产业增加值3945.0亿元,第三产业增加值5741.3亿元。按常住人口计算,全年人均地区生产总值44968元。
我们精心制作的无缝焊接弯头厂家产品视频已经准备就绪,【一睹真容!】产品视频,呈现产品魅力!
以下是:无缝焊接弯头厂家的图文介绍
局部减薄弯头的极限载荷研究
局部减薄是弯头常见的缺陷,但国内外对此类缺陷的研究主要针对直管,对弯头局部减薄的研究少有文献报道。本文通过详细的有限元计算和理论分析,研究了在内压和弯矩作用下局部减薄对弯头极限承载能力的影响,以及内压作用下多局部减薄的相互干涉效应和弯矩作用下直管对弯头极限载荷的加强作用,并进行了部分实验验证,得到了以下研究成果:用有限元方法对内压作用下局部减薄弯头的极限载荷进行了系统地分析和计算,得出局部减薄弯头的极限压力与局部减薄的直管不同,弯头的极限压力不仅取决于局部减薄大小,还与局部减薄位置和弯曲半径有关,如采用局部减薄直管的计算方法评定弯头,则会得出不或过于保守的结果;同时减薄宽度对极限载荷的影响也不可忽略。在有限元分析的基础上给出了局部减薄弯头极限压力的计算公式,公式计算结果与有限元计算和实验结果都相当吻合并偏,计算公式可以实际应用于局部减薄弯头的评定,补充了该项研究的空白。
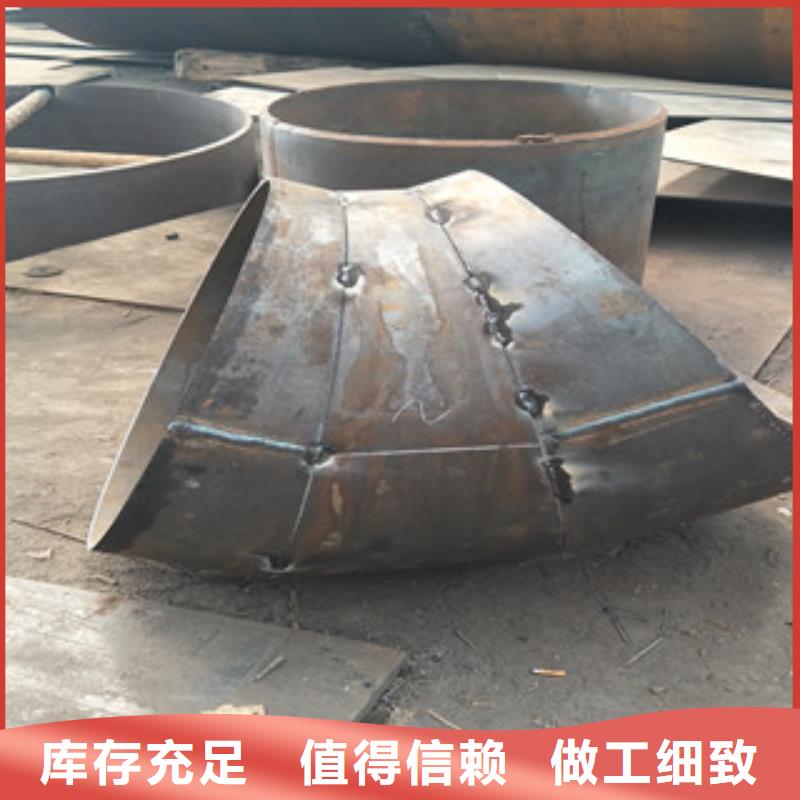
甘肃焊接异径管
弯头是改变管路方向的管件。弯头的分类方法有很多种。按照生产工艺可分为:冲压弯头、铸造弯头、高压弯头等。高压弯头的主要应用于高压管道转弯处。在使用高压弯头时,我们需要注意以下几点:1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时,防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
2、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。3、高压弯头焊后硬化性较大,容易产生裂纹。若采用同类型的高压弯头焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。
若焊件不能进行焊后热处理,则应选用高压弯头焊条。4、为改善耐蚀性能及焊接性而适当增加适量性元素Ti、Nb、Mo等,焊接性较高压弯头好一些。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。
若焊件不能进行热处理,则应选用铬镍不锈钢焊条。5、高压弯头具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。高压弯头焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
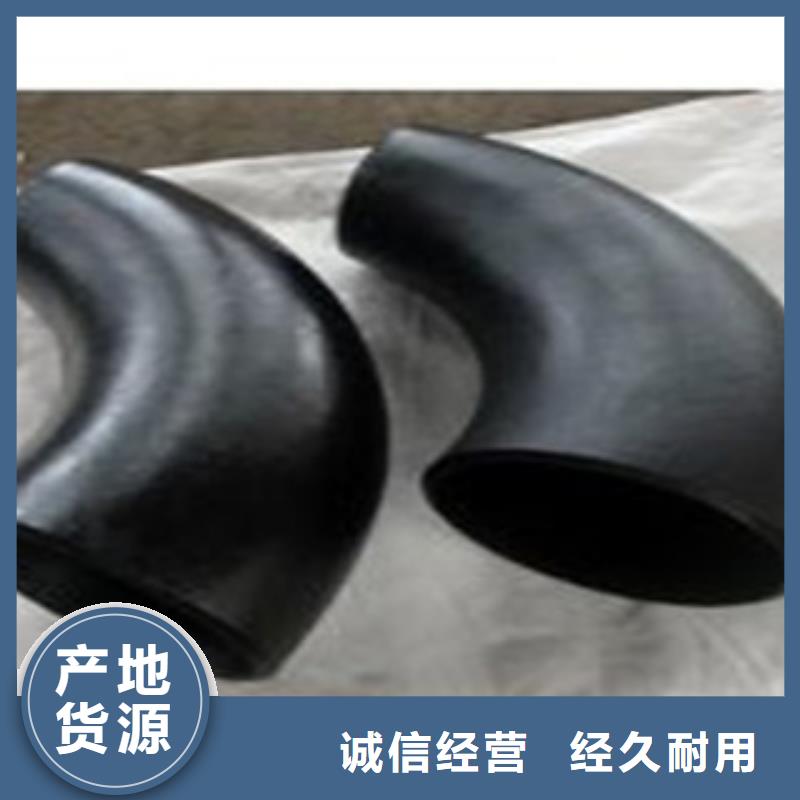
弯头作工艺要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。
热推弯头成形工艺具有外形漂亮、壁厚均匀和接连作业,适于大批量出产的特色,因此成为碳钢、合金钢弯头的首要成形办法,并也应用在某些标准的不锈钢弯头的成形中。法兰用途:广泛应用于水利,电力,电站,管道配件,工业,压力容器等。
管件内径由定径机钻头的外径长度来确定。由于采用了耐酸和耐碱的人工合成原料,不会和矿渣发生反应,同时由于这种材料多为高温合成原料,晶体发育好,结构完整,环境温度不会对它造成大的影响,属环境惰性材料,因而对环境性差。
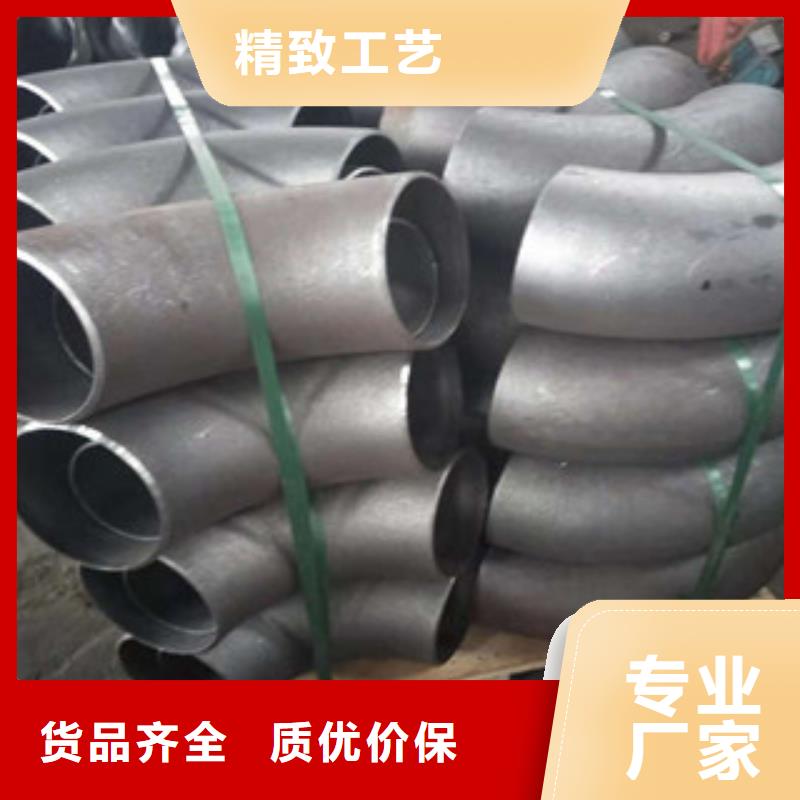
11年来,甘肃博创管道装备有限公司一直坚定不移地致力于“向用户提供各种各样的 焊接异径管产品,其 焊接异径管产品质量超过了国际标准。今年公司投入大量资源,通过先进的生产设备、和测试设备,建立新工厂,提高标准和定制 焊接异径管产品的生产效率。也保证了每一道工序的科学性。在未来,我们正努力成为全球客户喜爱的品牌,并始终坚持以“创新和绿色逻辑”为核心的核心经营战略。
无缝焊接弯头厂家,博创管道装备(甘肃省分公司)为您提供无缝焊接弯头厂家的资讯,联系人:蒋彦博,电话:【0317-6199111】、【13303177556】,发货地:五里窑工业区。









