

以下是:工字钢热喷铝喷锌的产品参数
产品参数 产品价格 电议 发货期限 喷锌 供货总量 防腐公司 运费说明 喷铝 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 工字钢热喷铝喷锌,华电高空工程(长春市分公司)为您提供工字钢热喷铝喷锌,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,请联系华电高空工程(长春市分公司),发货地:人民路金融城。 吉林省,长春市 长春市是历史文化名城,具有众多历史古迹、工业遗产和文化遗存,是近代东北亚政治军事冲突完整历程的集中见证地,也是中国四大园林城市之一,绿化率居于亚洲大城市前列;还是“中国制造2025”试点城市、“首批全国城市设计试点城市”。
工字钢热喷铝喷锌产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。以下是:工字钢热喷铝喷锌的图文介绍吉林长春华电高空工程有限公司拥有一支成熟的 烟囱维修加固防腐专家队伍,依靠周到专业的服务和丰富的人力资源,已为两千多家企业通过相应的 烟囱维修加固防腐。关注服务品质,创造企业价值,节省客户成本 我们的愿景:传递品质信念,突破行业传统思维模式,构建现代运营体系。
采用热喷涂电弧喷铝的方法耐腐蚀能力 1. 施工工序 工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。 2. 施工准备 1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。 2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。 3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。 4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。 3. 构件表面处理 1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。 (1 ) 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。 (2)砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。 (3) 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。 (4) 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。 4、 影响喷镀层的原因 钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。 (1) 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。 (2)喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。4.2.3喷射角度及喷射距离:喷射角度是指喷射的砂粒射流中心束和基体表面的夹角。在其它条件不变情况下,喷射角度为75℃佳。喷射距离是指喷枪嘴与工件表面的距离。在其它条件不变的情况下喷射距离在180~200mm时,无
喷铝热喷涂工艺_耐磨碳化钨处理_,我们是做修复;喷涂;
热喷涂热喷涂热喷涂热喷涂,喷铝热喷涂工艺_
耐磨碳化钨处理_常州邦耐德金属制品有限公司
热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一[1] 直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
热喷涂原理[2] :热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。涂层材料可以是粉状、带状、丝状或棒状。热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,**终形成一种层状的涂层。该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
工艺流程
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
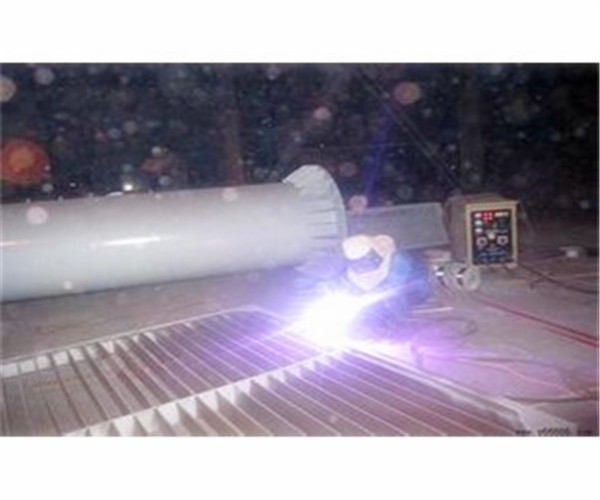
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
电弧喷铝:铝线的产品用途:
铝线广泛应用于扎带、螺丝、锅钉、拉钉、牛仔钉、铆钉、铝钉、卫浴挂具、S挂钩、桥梁焊接、电焊、电线电缆、五金冲压、氧化、织链、项链、首饰、香肠扣、灯饰铝线、工艺品、园林园艺、衣架、导航仪支架、可调节支架、登山扣、锁匙扣、包胶铝线、彩色铝线、雕花铝线、纽纹铝线、服装辅料、铝型材氧化辅料、捆扎物品、电脑产品、电子产品、家用、装饰艺术用品等。
铝线分类:纯铝线、合金铝线、彩色铝线、雕花铝线、打钉线、螺丝线,铆钉铝线、硬线、中硬线,全软线,方线,压扁线等。
铝线规格:Φ0.65~Φ9.5mm。
铝线横截面:圆形、方形、长方形、椭圆形、不规则形状
铝线表面:铜包铝线、钢包铝线,镀镍,镀锌,镀锡,镀银,镀金等。
铝线材质分类:1系:工业纯铝;
2系:铝铜系合金,
3系:铝锰系合金,
4系:铝硅系合金,
5系:铝镁系合金,
6系:铝镁硅系合金,
7系:铝锌镁铜系合金,
8系:其他合金。
铝线密度:0.0022g/cm3。铝线计算公式:W(千克/米)=直径的平方*长度*0.0022。
铝线软硬度(软料、硬料):全软料;硬料、1/2H、H、O态、M态(软),H12(1/4硬),H14(半硬),H24(半硬),H18(硬),H26(3/4硬),H32(1/4硬)等。
铝线牌号主要有:1050、1060、1070、1080、1100、2011、2014、2017、2024(2A12、LY12)、3003、3004、5005、5050、5154、5052、5454、5056、5082、5083、5086、5183、5383、5754、6101、6201、6005、6106、6011、6016、6351、6060、6061、6063、6070、6082、6262、6463、6A02、7050、7005、7075、7475、7085、LY16(2A16)、LY6(2A06)、LY11(2A11)等。
在吉林省长春市采购工字钢热喷铝喷锌请认准华电高空工程(长春市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:朱雄飞-15380593638,QQ:784669153,地址:人民路金融城)。










