以下是:小口径绗磨管原理的产品参数
产品参数 产品价格 7元 发货期限 电议 供货总量 不限 运费说明 3天 材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 小口径绗磨管原理,九冶管业(常德市分公司)为您提供小口径绗磨管原理,联系人:李经理,电话:【17706353138】、【17706353138】,请联系九冶管业(常德市分公司),发货地:丁块工业园。 湖南省,常德市 常德市位于湖南省北部,江南洞庭湖西侧,武陵山下,史称“川黔咽喉,云贵门户”。常德城名源自《老子》“为天下溪,常德不离”;历史故事“刘海砍樵”“孟姜女哭长城”以及陶渊明笔下的《桃花源记》等浪漫主义情结贯穿常德城二千多年的历史,开创了常德独有的“善德文化”。
我们的现场实拍视频将带您走进小口径绗磨管原理产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:小口径绗磨管原理的图文介绍
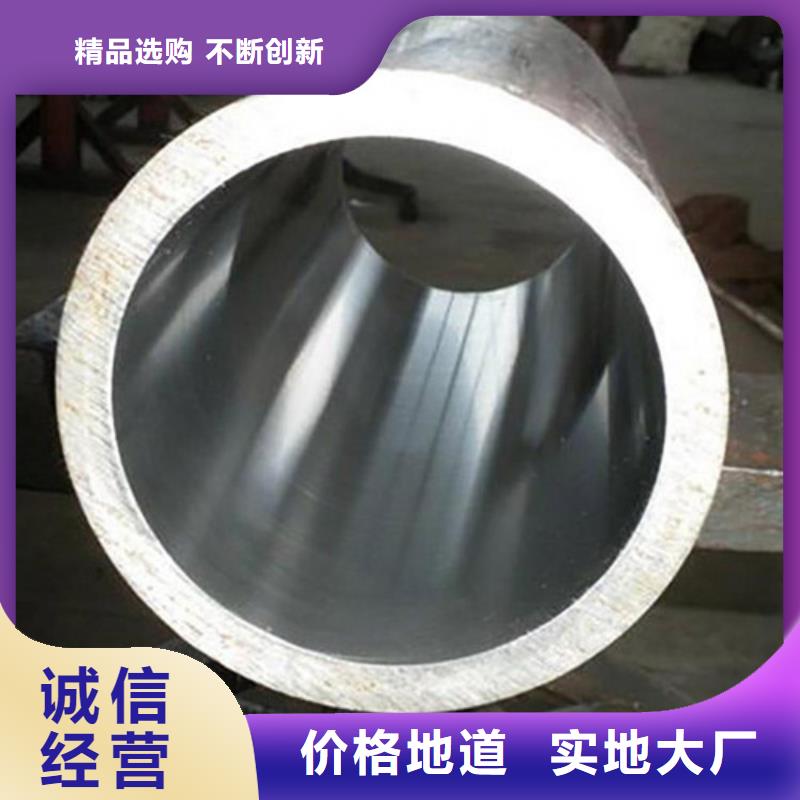
小口径绗磨管内径绗磨光洁度多少小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好精密绗磨管现货价格同比去年低位运行 情况下且波段的行情较少呈现窄幅震荡;受汽车产业链需求周期性减弱的影响,精密绗磨管钢厂出现主动减产的行为,使得供需基本面仍得以勉强维持,总库存也表现出不断下降的趋势,商家库存压力尚可;上半年受热冷价差缩小的因素,精密绗磨管厂高成本低利润的情况下,给到贸易商的结算价亦不到位,生产与流通端效益均不佳。
你们的信任就是给我们的动力,我们的宗旨是合作共赢,达到双方的满意,为您做独到的 绗磨管,感谢大家对我们的支持,为您制作好的 绗磨管产品是我们不懈的动力,多谢大家在百忙之中能够看到我们湖南常德九冶管业有限公司的信息,只要您一个电话,我们会与您沟通,和以实惠的 绗磨管价格回报您们的信任,我们历经多年发展,在 绗磨管行业已有良好知名度。
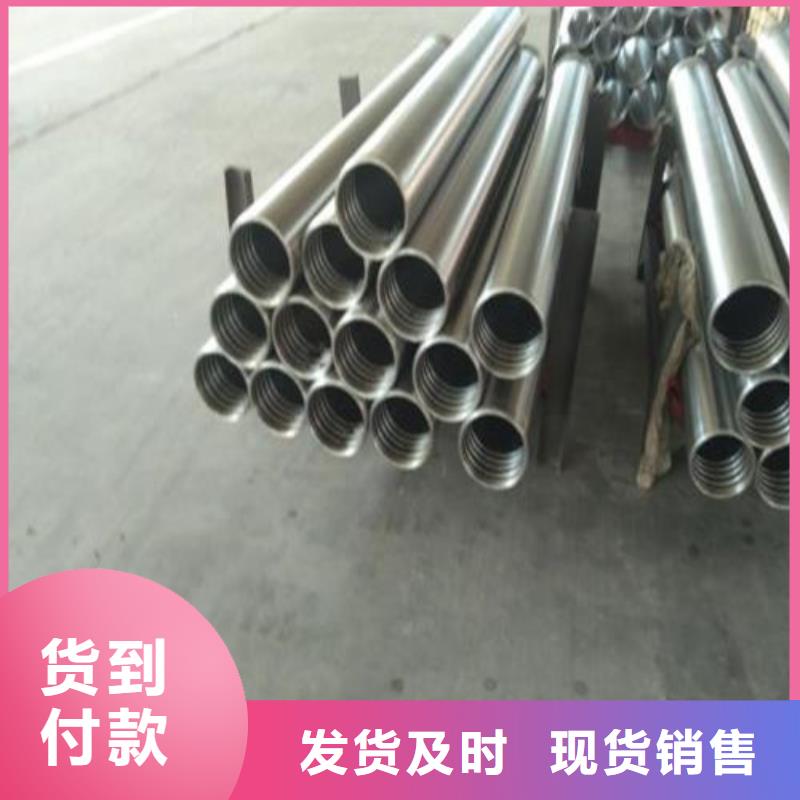
绗磨管众所周知,无缝钢管是用钢材通过各种工序加工而成不同性能和尺寸的管材。无缝钢管由于其重量大,占地面积广,因此要有自己专门的存储空间。绗磨管下面就给大家介绍下我们公司存储无缝钢管的场所和注意事项。关于存储无缝钢管,我们要考虑许多不同的外界因素。首先要考虑选择清洁干净,易于排水的仓库,这样可以保持无缝钢管的干燥性。而且仓库不可以和其他有侵蚀性的材料放在一起,要做到专库专用。其次,因为无缝钢管的种类和生产批次较多,在存放的时候要做到统筹合理安排,做到先进先出。而且要按不同品种材料分别堆放,防止混淆和相互腐蚀。汽缸管后,要做好无缝钢管入库后由专人经常检查。检查项目包括:库房的防水、通风情况,无缝钢管表面清洁工作。定期检查清楚隐形隐患。
绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象
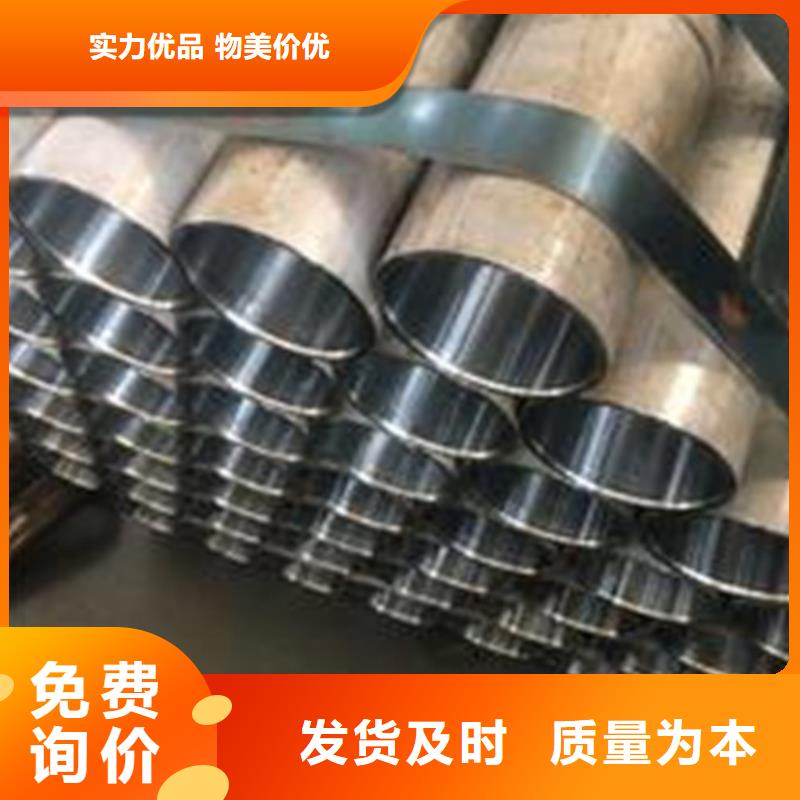
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。
小口径绗磨管原理_九冶管业(常德市分公司),固定电话:【17706353138】,移动电话:【17706353138】,联系人:李经理,丁块工业园 发货到 湖南省 常德市 长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、益阳市、怀化市、娄底市、湘西市、永州市、郴州市 武陵区、鼎城区、安乡县、汉寿县、澧县县、临澧县、桃源县、石门县、津市。













