

以下是:喷锌喷铝加工企业、的产品参数
产品参数 产品价格 180 发货期限 电议 供货总量 电议 运费说明 喷锌喷铝 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 在黑龙江省采购喷锌喷铝加工企业、请认准华电高空工程(黑龙江省分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:朱雄飞-【15380593638】,地址:人民路金融城)。 黑龙江省 2022年,黑龙江省实现地区生产总值(GDP)15901.0亿元,其中,产业实现增加值3609.9亿元,第二产业实现增加值4648.9亿元,第三产业实现增加值7642.2亿元。三次产业结构为22.7:29.2:48.1。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让喷锌喷铝加工企业、自己向您展示它的卓越品质和出色性能。以下是:喷锌喷铝加工企业、的图文介绍喷铝热喷涂工艺_耐磨碳化钨处理_,我们是做修复;喷涂;
热喷涂热喷涂热喷涂热喷涂,喷铝热喷涂工艺_
耐磨碳化钨处理_常州邦耐德金属制品有限公司
热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一[1] 直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
热喷涂原理[2] :热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。涂层材料可以是粉状、带状、丝状或棒状。热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,**终形成一种层状的涂层。该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
电弧喷铝 喷锌 热喷涂工艺具有如下特点:
(1)可以在各种材料上喷涂涂层,如在金属、陶瓷、玻璃、木材、塑料、石膏、布和纸等材料的表面均能进行喷涂;
(2)可喷涂的材料很广泛,几乎包括所有的固态工程材料,如各种金属、陶瓷、塑料、金属、非金属矿物及这些材料组合成的复合粉末材料等;
(3)采用复合涂层等工艺,可以将性能截然不同的两种以上的材料制成具有优异综合性能的涂层,如耐蚀、耐磨减磨、耐热绝热、抗氧化、导电、绝缘、密封、节能、辐射和及防辐射以及其它特殊功能的涂层;
(4)一般不受被喷涂工件尺寸的限制和施工场所的限制,即可以对大型构件表面进行大面积喷涂,也可以在指定的局部表面进行喷涂;既可以在工厂室内施工,也可以在户外现场施工,十分灵活;
(5)喷涂层厚度可以控制,从几十微米到几个毫米,耗用的材料少,因而花钱少,收效大;
(6)喷涂操作的程序较少,喷涂施工时间短、效率高,比较经济、易于;
(7)在热喷涂过程中,体材料的受热程度可以控制,等离子喷涂时,体材料的温度不会超过200℃。因此,体的变形很小,对体材料的组织几乎没有影响;
(8)喷涂层低磨性很高,它的硬度可以根据所使用的材料类型调整到比较高的范围;
工艺流程
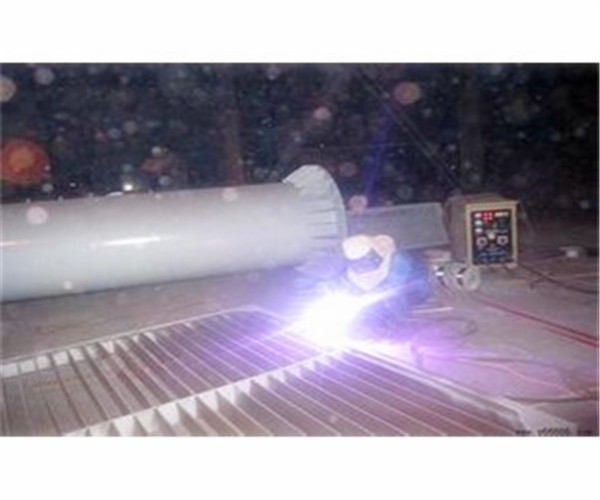
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、大楼喷锌喷铝、送变电站机架喷锌喷铝、电力塔架喷锌喷铝、风电设备喷锌喷铝、石化喷锌喷铝
钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。
4.1.1 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。
4.1.2砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。
4.1.3 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。
4.1.4 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。
黑龙江华电高空工程有限公司长期经营(黑龙江) 本地 烟囱维修加固防腐。 公司坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。
选购喷锌喷铝加工企业、来黑龙江省找华电高空工程(黑龙江省分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱雄飞-【15380593638】,地址:[人民路金融城]。








