以下是:云南省丽江市热喷锌热喷铝的产品参数
产品参数 产品价格 180 发货期限 热喷涂 供货总量 20年施工经验 运费说明 喷铝喷锌 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 范围 热喷锌热喷铝供应范围覆盖云南省 丽江市 昆明市、玉溪市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 古城区、永胜县、华坪县等区域。 【华电】业务覆盖多领域场景,主营曲靖烟囱维修加固防腐多种场景适用、昭通烟囱维修加固防腐实体诚信经营、临沧烟囱维修加固防腐按需设计、文山烟囱维修加固防腐细节之处更加用心、大理烟囱维修加固防腐一站式供应、怒江烟囱维修加固防腐源厂供货、迪庆烟囱维修加固防腐源厂直接供货、永胜烟囱维修加固防腐联系厂家、华坪烟囱维修加固防腐免费获取报价等产品服务。热喷锌热喷铝,华电高空工程(丽江市分公司)为您提供热喷锌热喷铝的资讯,联系人:朱雄飞,发货地:人民路金融城。 云南省,丽江市 丽江市是全国同时拥有三项世界遗产的地级市,旅游资源丰富,有旅游风景点104处,有丽江古城、玉龙雪山、虎跳峡、老君山、束河古镇等知名旅游景点。先后被评为中国旅游竞争力百强城市、中国十大休闲城市、中国旅游城市、中国十大魅力城市等荣誉称号,先后成功创建为园林城市、卫生城市、节水型城市。
我们的现场实拍视频将带您走进热喷锌热喷铝产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:云南丽江热喷锌热喷铝的图文介绍
电弧喷锌施工方式:将锌丝由后手管放入喷并伸出嘴8mm,长不得超过12mm。用氧气,乙炔焰作熔融焰,用净化过的压缩空气,推动锌丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀镀层。喷涂时气体压力及流量:压缩空气压力在5-6Kg/cm2之间,6Kg/cm2为好,氧气应为1.2Kg/cm气量控制在0.8-0.85Kg/m3时。除水过滤工艺流程压缩空气系统经过除油乙炔压力为1.0-1.5Kg/cm流量控制在0.7-0.75Kg/m3时,这时的火焰为中性焰。
热喷铝 喷锌 专业从事钢结构喷涂防腐的高科技企业,长期致力于热喷涂、钢结构翻新金属表面防腐、钢结构表面处理,防腐工程施工、船舶表面处理等防腐。公司拥有丰富的表面处理技术,同时有一批业务熟练的施工团队来解决您面临的任何难题。公司恪守“客户所需,我们所想”的经营宗旨,以“完美的品质、完善的服务”为公司宗旨目标,不断创造、持续改进共同发展的机遇。本公司地处无锡新区,交通便利。热忱欢迎社会各界新老朋友莅临指导,我们为能够竭诚为您提供高质量的产品和服务感到荣幸,期待在未来的日子里我们可以携手共进,创造更为美好的明天。主营:热喷涂、钢结构喷砂除锈,防腐工程施工、防腐材料销售等。
万年表面防腐处理服务放心可靠而热喷锌对环境污染很小。所以目前热喷锌工艺在钢结构表面防腐应用将越来越广泛。热喷锌防腐的整个施工工序分四项:表面处理→喷锌→封闭处理→质量检测表面处理因为表面处理的好坏直接影响镀层的质量和保护年限,因此必须首先做好基层面的预处理。按照工艺要求对基层表面采用喷砂除锈,除锈标准按照《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-Sa3级标准。环保问题非常突出冷镀锌工艺对水质污染十分严重本标准具体质量要求是:非常彻底的喷砂除氧化皮,油脂,锈蚀及污物和油漆等附着物,该表面应显现出均匀的金属色泽,喷完砂后,表面用清洁干燥的压缩空气或干净刷子清理,同时也可参照《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-Sa3级标准。电极电位比钢低,构成腐蚀电池时,锌或铝是负极,铁是正极,锌,铝失去电子,变成离子进入电解质溶液中而被腐蚀,其自由电子流向钢铁,使钢铁极化而受到保护。
由于热喷涂时锌或铝呈熔融液喷射到经过粗化处理的钢铁表面上,熔融有较大的热能,获得比有机涂层进一步氧化。而且喷涂过程中,铝变成负电性更强的活化状态,能更好地对钢铁基体起阴极保护作用。
云南丽江华电高空工程有限公司的产品以合理的价格,【烟囱维修加固防腐】产品质量及优良的售后服务,深受客户欢迎。【烟囱维修加固防腐】价格合理,欢迎来电洽谈订购 。
我们的宗旨:人有我优。
经营理念: 让利多销,培养忠实客户群体。
经营宗旨: 售前当好参谋,售后搞好服务。
质量目标: 不断完善自我,满足客户需求。
SX-400/SX-600超音速电弧喷涂设备构成
本套设备由高速电弧喷枪、电弧喷涂电源组成。(内设送丝机构、控制系统和
压缩空气系统。送丝分类有拉式机和推式机) 可根据用途选购拉式机或推式机.
另需配套设备:空气压缩机、喷砂机、空气滤清器、放丝盘架。
性能优点:
采用一体式电控气、电开关,操作更方便,可实现长距离登高作业。
粒子飞行速度达420m/s以上。
轴向气流速度达600m/s。
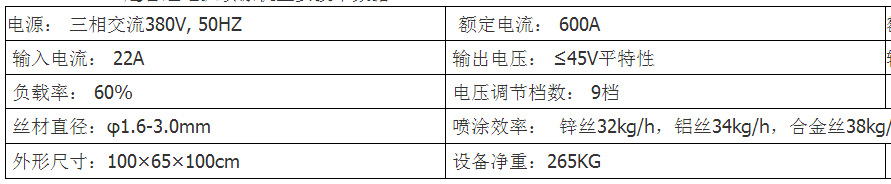
涂层沉积率大于75%。SX-400/SX-600主要技术参数:

我们公司主要服务有:喷砂除锈,热喷锌处理,热喷铝处理,不锈钢哑光处理、热喷锌铝合金、热喷镍基合金、热喷伪合金、油漆喷涂、防腐材料销售等。
如果你对我们的服务感兴趣,可以来电咨询!我们定会为你一一解答,解惑!
此时基体表面活化程度达到大参数,基体表面电极电位镀层结合强度高,在2-3小时内基体表面的电极电位基本是稳定的。随着时间的增加,其表面的电极电位值开始升高,活化强度减弱,镀层与基体的结合强度下降,这是由于表面氧化膜生成的厚度在喷镀颗粒撞击表面时,2-3小时之内,很薄的氧化膜很易被高速趋行的喷镀颗粒击破。2-3小时之后,氧化膜则对镀层与基体起着隔绝的作用。喷锌喷砂完成2-3小时之内就应完成喷锌工作。使基体表面达到电极电位小值因为经过喷砂处理后基体表面的电极电位值比处理前的电极电位值有较大程度的电位差从而破坏镀层与基体的附着。喷镀设备使用国产喷(一般使用上海喷镀机械厂产的中连气手持式喷)锌材使用直径为3mm,锌含量不低于99.5%-99.7%,无油污的优质锌丝。用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。如果只产生新镀层的明亮刮痕,而无脱落现象,即为合格。如脱落面积占位的15%时,则认为不合格。以上各项检查点的面积。粘结力的检查:采用刀刮法测试粘结力强度应不少于总面积的5%。
喷锌、喷铝工艺与同类工艺性能比较(热镀锌工艺)
1、热镀锌工艺预处理采用酸洗、磷化工艺,工件表面会有酸、碱液的残余物,留下了腐蚀的---,使热镀锌层容易产生脱落。喷锌、喷铝工艺预处理采用喷砂工艺,故工件表面非常清洁毛糙,表面喷锌、喷铝后不会产生由内向外的腐蚀,从而不会产生锌层脱落现象。
2、热镀锌工艺有一定的温度,约440℃左右,故工件热镀后会产生变形;而喷锌、喷铝工艺喷涂时的温度很低,工件表面温度<80℃,因此工件不变形。
3、采用热镀锌工艺,工件受镀槽长×宽×高的限制;而采用喷锌、喷铝工艺则工件没有限制。
4、采用热镀锌工艺,还存在现场修补问题。现场安装时焊缝、装卸、运输过程中的损坏,修补只能采用油漆,从而产生工艺突破口。如采用喷锌、喷铝工艺,则现场可采用喷锌、喷铝的方法进行修补,避免产生工艺突破口。
5、由于热镀锌工艺的预处理采用酸洗、磷化,故工件表面没有毛糙度、涂层结合力较差。而喷锌、喷铝工艺的预处理采用喷砂,sa≥2级,故工件表面有毛糙度,涂层结合力较好。抗拉强度≥0.6kg/mm2。
6、热镀锌工艺对水质污染十分---,环保问题非常突出。所以热喷涂喷锌、喷铝工艺越来越广泛。
选购热喷锌热喷铝来云南省丽江市找华电高空工程(丽江市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱雄飞-【15380593638】,地址:[人民路金融城]。