以下是:储罐喷铝公司的产品参数
产品参数 产品价格 135 发货期限 全国施工 供货总量 具备资质 运费说明 电弧喷铝喷锌 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 储罐喷铝公司_华电高空工程(临夏市分公司),固定电话:15380593638,移动电话:13961934918,联系人:朱雄飞,QQ:784669153,人民路金融城 发货到 甘肃省 临夏市 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 康乐县、永靖县、广河县、和政县。 甘肃省,临夏回族自治州 临夏是中华文明的重要起源地之一,早在5000多年以前就有先民居住,自秦汉以来就设县、置州、建郡,古称枹罕,后改称河州。是我国新石器文化集中、考古发掘多的地区之一。马家窑文化、半山文化、齐家文化等文化遗址星罗棋布,因博物馆珍藏的“彩陶王”出土于临夏,被誉为“中国彩陶之乡”。有世界文化遗产炳灵寺石窟、世界非物质文化遗产民歌“花儿”,被誉为“中国花儿之乡”。2022年,临夏回族自治州地区生产总值408.6亿元,比上年增长6.0%。
为了给您提供更的储罐喷铝公司产品信息,我们上传了的产品视频。看视频,选购不迷路。以下是:储罐喷铝公司的图文介绍甘肃临夏华电高空工程有限公司是从事研制开发生产 烟囱维修加固防腐的厂家,技术力量雄厚、产品质量,供货及时。 烟囱维修加固防腐产品设计独特,结构新颖、性能可靠。
我公司愿以良好的 烟囱维修加固防腐产品,周到的服务,与各界朋友真诚合作,衷心期望海内外有识之士到我公司考察指导,并开展各种形式的经济合作,共图大业,共创辉煌!
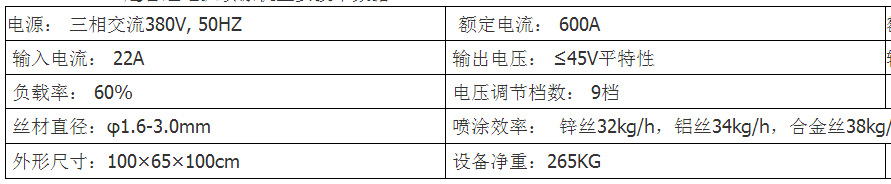
SX-400/SX-600超音速电弧喷涂设备构成
本套设备由高速电弧喷枪、电弧喷涂电源组成。(内设送丝机构、控制系统和
压缩空气系统。送丝分类有拉式机和推式机) 可根据用途选购拉式机或推式机.
另需配套设备:空气压缩机、喷砂机、空气滤清器、放丝盘架。
性能优点:
采用一体式电控气、电开关,操作更方便,可实现长距离登高作业。
粒子飞行速度达420m/s以上。
轴向气流速度达600m/s。
涂层沉积率大于75%。SX-400/SX-600主要技术参数:

工艺流程
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
喷锌、喷铝工艺与同类工艺性能比较(热镀锌工艺)
1、热镀锌工艺预处理采用酸洗、磷化工艺,工件表面会有酸、碱液的残余物,留下了腐蚀的---,使热镀锌层容易产生脱落。喷锌、喷铝工艺预处理采用喷砂工艺,故工件表面非常清洁毛糙,表面喷锌、喷铝后不会产生由内向外的腐蚀,从而不会产生锌层脱落现象。
2、热镀锌工艺有一定的温度,约440℃左右,故工件热镀后会产生变形;而喷锌、喷铝工艺喷涂时的温度很低,工件表面温度<80℃,因此工件不变形。
3、采用热镀锌工艺,工件受镀槽长×宽×高的限制;而采用喷锌、喷铝工艺则工件没有限制。
4、采用热镀锌工艺,还存在现场修补问题。现场安装时焊缝、装卸、运输过程中的损坏,修补只能采用油漆,从而产生工艺突破口。如采用喷锌、喷铝工艺,则现场可采用喷锌、喷铝的方法进行修补,避免产生工艺突破口。
5、由于热镀锌工艺的预处理采用酸洗、磷化,故工件表面没有毛糙度、涂层结合力较差。而喷锌、喷铝工艺的预处理采用喷砂,sa≥2级,故工件表面有毛糙度,涂层结合力较好。抗拉强度≥0.6kg/mm2。
6、热镀锌工艺对水质污染十分---,环保问题非常突出。所以热喷涂喷锌、喷铝工艺越来越广泛。
在甘肃省临夏市采买储罐喷铝公司到华电高空工程(临夏市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:朱雄飞-15380593638,QQ:784669153,地址:《人民路金融城》。