

以下是:热喷铝(喷锌)复合涂层公司的产品参数
产品参数 产品价格 135 发货期限 作业施工 供货总量 20年施工经验 运费说明 喷铝喷锌 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 热喷铝(喷锌)复合涂层公司,华电高空工程(保定市分公司)为您提供热喷铝(喷锌)复合涂层公司,联系人:朱雄飞,电话:【13961934918】、【15380593638】,请联系华电高空工程(保定市分公司),发货地:人民路金融城。 河北省,保定市 保定市,河北省辖地级市,国务院批复确定的京津冀地区中心城市之一。保定市位于河北省中部偏西,太行山东麓,冀中平原西部,地势由西北向东南倾斜。地貌分为山区和平原两大类;地理坐标介于北纬38°14′29″~39°57′3″,东经113°45′32″~116°19′41″之间;东接雄安新区,东南邻沧州市,南接衡水市,西南连石家庄市,西靠山西省,西北与山西省及张家口市交界,北邻北京市,东北与廊坊市毗邻。保定地处京津石金三角,距北京140公里,距天津145公里,距石家庄125公里,总面积1.93万平方千米(不含雄安新区及定州)。截至2022年末,保定市常住人口914.4万(不含雄安新区及定州)。
我们的热喷铝(喷锌)复合涂层公司视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。以下是:热喷铝(喷锌)复合涂层公司的图文介绍
钢结构喷铝喷锌防腐的技术优势
电弧喷涂同火焰喷涂相比,由于采用了电能代替气体燃烧,大大提高了工作效率和工作性,特别是电弧喷涂机械化设备的出现,电弧喷涂技术已完全可以满足桥梁建设工期的需要,且电弧温度远高于火焰,涂层结合力也远大于火焰喷涂,因此涂层质量也完全可以满足长效防腐的需要。美国由于人工费用高,使用电弧喷涂防腐施工的费用甚至低于重防腐油漆。经过几十年的考验证明,喷涂技术是钢铁结构长效防腐的好方法,这个结论已经得到世界许多的政府部门和工程界的认可。
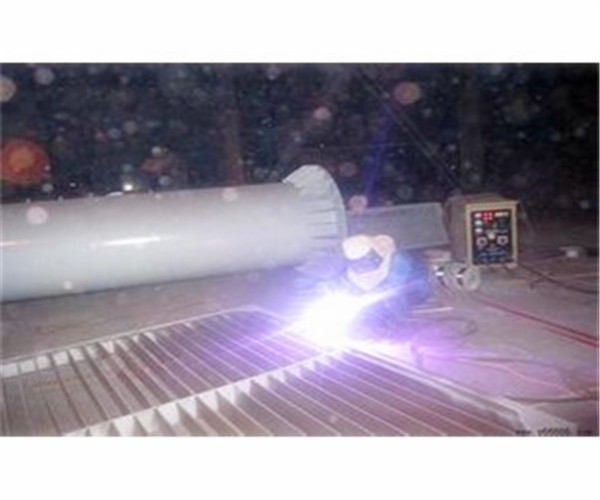
钢结构喷铝喷锌防腐的施工工艺
一般电弧喷涂设备由整流电源、控制装置、喷枪、金属丝盘架或送丝装置、压缩空气供给系统等组成。金属丝盘架和压缩空气供给系统与线材火焰喷涂相同。电弧喷锌、喷铝工艺参数除与喷涂材料有很大关系外,还取决于使用的设备和生产效率的要求。钢结构喷铝喷锌防在国内的应用电弧喷涂长效防腐技术于20世纪90年代起,金属喷涂技术中尤以电弧喷涂应用为普遍,其应用前景也更为广泛。电弧喷涂防腐原理是利用电弧喷涂设备,对两根带电的金属丝(如锌、铝等)进行加热、熔融、雾化、喷涂形成防腐涂层,外加有机封闭涂层的长效防腐复合涂层该涂层的显著特点是:具有较长久的耐腐蚀寿命其防腐寿命可达到50年以上同时该防腐涂层在30年使用期内无须其它任何防腐维护;30年以后的维护,仅须在电弧喷涂层上刷封闭涂料;无须重新喷涂,实现一次防腐,涂层经久有效。电弧喷涂层与金属基体具有优良的涂层结合力(可达10Mp以上),金属喷涂层以机械镶嵌和微冶金与基体金属相结合,在轻微的弯曲、冲击或碰撞下也能确保防腐涂层不脱落、不起皮、结合牢固、防腐长久有效,这一点是其它任何表面防腐涂层无法达到的。电弧喷涂锌、铝涂层防腐原理为阴极保护,在腐蚀环境下,即使防腐涂层局部破损,仍具有牺牲自己保护钢铁基体之效果。涂层(阳极)与钢铁基体(阴极)的面积比≥1;而富锌涂料的阳极与阴极比都<1,其保护效果和结合力也远远低于电弧喷涂防腐涂层。
河北保定华电高空工程有限公司常年库存 烟囱维修加固防腐充足,凭借雄厚的实力,丰富齐全的 烟囱维修加固防腐规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!
电弧喷锌施工方式:将锌丝由后手管放入喷并伸出嘴8mm,长不得超过12mm。用氧气,乙炔焰作熔融焰,用净化过的压缩空气,推动锌丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀镀层。喷涂时气体压力及流量:压缩空气压力在5-6Kg/cm2之间,6Kg/cm2为好,氧气应为1.2Kg/cm气量控制在0.8-0.85Kg/m3时。除水过滤工艺流程压缩空气系统经过除油乙炔压力为1.0-1.5Kg/cm流量控制在0.7-0.75Kg/m3时,这时的火焰为中性焰。
热喷铝 喷锌 专业从事钢结构喷涂防腐的高科技企业,长期致力于热喷涂、钢结构翻新金属表面防腐、钢结构表面处理,防腐工程施工、船舶表面处理等防腐。公司拥有丰富的表面处理技术,同时有一批业务熟练的施工团队来解决您面临的任何难题。公司恪守“客户所需,我们所想”的经营宗旨,以“完美的品质、完善的服务”为公司宗旨目标,不断创造、持续改进共同发展的机遇。本公司地处无锡新区,交通便利。热忱欢迎社会各界新老朋友莅临指导,我们为能够竭诚为您提供高质量的产品和服务感到荣幸,期待在未来的日子里我们可以携手共进,创造更为美好的明天。主营:热喷涂、钢结构喷砂除锈,防腐工程施工、防腐材料销售等。
万年表面防腐处理服务放心可靠而热喷锌对环境污染很小。所以目前热喷锌工艺在钢结构表面防腐应用将越来越广泛。热喷锌防腐的整个施工工序分四项:表面处理→喷锌→封闭处理→质量检测表面处理因为表面处理的好坏直接影响镀层的质量和保护年限,因此必须首先做好基层面的预处理。按照工艺要求对基层表面采用喷砂除锈,除锈标准按照《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-Sa3级标准。环保问题非常突出冷镀锌工艺对水质污染十分严重本标准具体质量要求是:非常彻底的喷砂除氧化皮,油脂,锈蚀及污物和油漆等附着物,该表面应显现出均匀的金属色泽,喷完砂后,表面用清洁干燥的压缩空气或干净刷子清理,同时也可参照《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-Sa3级标准。电极电位比钢低,构成腐蚀电池时,锌或铝是负极,铁是正极,锌,铝失去电子,变成离子进入电解质溶液中而被腐蚀,其自由电子流向钢铁,使钢铁极化而受到保护。
由于热喷涂时锌或铝呈熔融液喷射到经过粗化处理的钢铁表面上,熔融有较大的热能,获得比有机涂层进一步氧化。而且喷涂过程中,铝变成负电性更强的活化状态,能更好地对钢铁基体起阴极保护作用。
喷锌、喷铝工艺与同类工艺性能比较(热镀锌工艺)
1、热镀锌工艺预处理采用酸洗、磷化工艺,工件表面会有酸、碱液的残余物,留下了腐蚀的---,使热镀锌层容易产生脱落。喷锌、喷铝工艺预处理采用喷砂工艺,故工件表面非常清洁毛糙,表面喷锌、喷铝后不会产生由内向外的腐蚀,从而不会产生锌层脱落现象。
2、热镀锌工艺有一定的温度,约440℃左右,故工件热镀后会产生变形;而喷锌、喷铝工艺喷涂时的温度很低,工件表面温度<80℃,因此工件不变形。
3、采用热镀锌工艺,工件受镀槽长×宽×高的限制;而采用喷锌、喷铝工艺则工件没有限制。
4、采用热镀锌工艺,还存在现场修补问题。现场安装时焊缝、装卸、运输过程中的损坏,修补只能采用油漆,从而产生工艺突破口。如采用喷锌、喷铝工艺,则现场可采用喷锌、喷铝的方法进行修补,避免产生工艺突破口。
5、由于热镀锌工艺的预处理采用酸洗、磷化,故工件表面没有毛糙度、涂层结合力较差。而喷锌、喷铝工艺的预处理采用喷砂,sa≥2级,故工件表面有毛糙度,涂层结合力较好。抗拉强度≥0.6kg/mm2。
6、热镀锌工艺对水质污染十分---,环保问题非常突出。所以热喷涂喷锌、喷铝工艺越来越广泛。
热喷铝(喷锌)复合涂层公司,华电高空工程(保定市分公司)为您提供热喷铝(喷锌)复合涂层公司产品案例,联系人:朱雄飞,电话:【13961934918】、【15380593638】,发货地:人民路金融城。
复合涂层公司")
复合涂层公司")
复合涂层公司")
复合涂层公司")
复合涂层公司")
复合涂层公司")
复合涂层公司")
复合涂层公司")
复合涂层公司")
复合涂层公司")
复合涂层公司")