

以下是:桥梁热喷锌喷铝的产品参数
产品参数 产品价格 电议 发货期限 喷锌 供货总量 喷合金 运费说明 喷铝 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 桥梁热喷锌喷铝_华电高空工程(四川省分公司),固定电话:【15380593638】,移动电话:【13961934918】,联系人:朱雄飞,人民路金融城 发货到 四川省 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市。 四川省 2022年,四川省地区生产总值(GDP)56749.8亿元,按可比价格计算,比上年增长2.9%,三次产业结构为10.5:37.3:52.2,人均地区生产总值67777元。
想要更直观地了解桥梁热喷锌喷铝产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。以下是:桥梁热喷锌喷铝的图文介绍四川华电高空工程有限公司以品质精良,技术创新、诚信经营向国内外用户提供性价比高的产品。过硬的产品质量,可以获得更多客户的称赞。
热喷涂在烟罩防护中的作用
热喷涂技术方法众多,但近几年来发展的电弧超音速喷涂无疑是烟罩防护--的工艺方法,其优点是:
1、成本低,效率高;
2、结合强度高于其它喷涂;
3、丝材中可加入陶瓷粉,改进抗冲蚀磨损性能。
综合国内外经验,利用电弧超音速喷涂耐磨涂层,在烟罩及电厂锅炉上的应用证明,二者的寿命可延长到三年以上。
表面处理
因为表面处理的好坏直接影响涂层的质量和保护年限,因此必须首先做好基层面的预处理。按照工艺要求对基层表面采用喷砂除锈,除锈标准按照Sa3级标准,Sa3级标准要求是:
非常彻底的喷砂除氧化皮、油脂、锈蚀及污物和油漆等附着物,该表面应显现出均匀的金属色泽,喷完砂后,表面用清洁干燥的压缩空气或干净刷子清理。
喷砂
采用以下设备和措施:空气压缩机、储气罐、油水分离器、空气滤清器、喷砂罐、胶带、喷砂枪、耐磨瓷嘴。
除锈工艺流程为压缩空气进入储气罐,经油水分离器、空气滤清器,使其清洁干燥,不含油质,然后进入砂罐,经胶带将砂粒压至喷砂枪,喷射金属基体。
按上述设备条件进行施工,表面处理即可达到Sa3标准,其表面粗糙度40um-60um在此时金属表面的电极电位与活化程度和涂层的粘结力均达到参数。
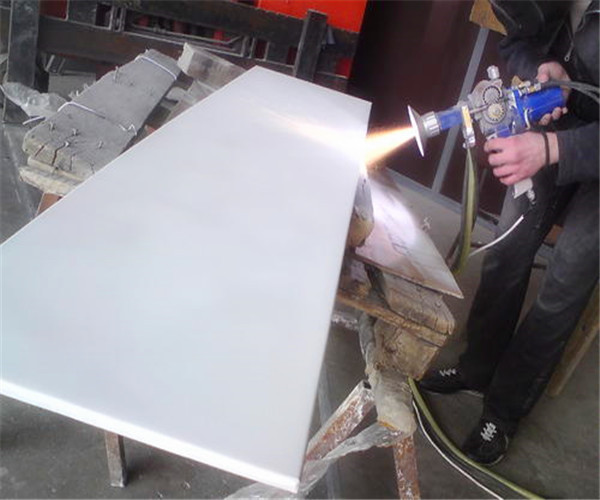
热喷锌/喷铝
喷砂完成2-3小时之内就应完成喷锌工作。随着时间的增加,其表面的电极电位值开始升高,活化强度减弱,喷涂层与基体的结合强度下降,这是由于表面氧化膜生成的厚度在喷锌/喷铝颗粒撞击表面时,2-3小时之内,很薄的氧化膜很易被高速趋行的喷涂颗粒击破。
2-3小时之后,氧化膜则对涂层与基体起着隔绝的作用,从而破坏涂层与基体的附着。锌/铝含量不低于99.5%-99.7%,无油污的优质锌丝/铝丝。
工艺流程
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
电弧喷铝:铝线的产品用途:
铝线广泛应用于扎带、螺丝、锅钉、拉钉、牛仔钉、铆钉、铝钉、卫浴挂具、S挂钩、桥梁焊接、电焊、电线电缆、五金冲压、氧化、织链、项链、首饰、香肠扣、灯饰铝线、工艺品、园林园艺、衣架、导航仪支架、可调节支架、登山扣、锁匙扣、包胶铝线、彩色铝线、雕花铝线、纽纹铝线、服装辅料、铝型材氧化辅料、捆扎物品、电脑产品、电子产品、家用、装饰艺术用品等。
铝线分类:纯铝线、合金铝线、彩色铝线、雕花铝线、打钉线、螺丝线,铆钉铝线、硬线、中硬线,全软线,方线,压扁线等。
铝线规格:Φ0.65~Φ9.5mm。
铝线横截面:圆形、方形、长方形、椭圆形、不规则形状
铝线表面:铜包铝线、钢包铝线,镀镍,镀锌,镀锡,镀银,镀金等。
铝线材质分类:1系:工业纯铝;
2系:铝铜系合金,
3系:铝锰系合金,
4系:铝硅系合金,
5系:铝镁系合金,
6系:铝镁硅系合金,
7系:铝锌镁铜系合金,
8系:其他合金。
铝线密度:0.0022g/cm3。铝线计算公式:W(千克/米)=直径的平方*长度*0.0022。
铝线软硬度(软料、硬料):全软料;硬料、1/2H、H、O态、M态(软),H12(1/4硬),H14(半硬),H24(半硬),H18(硬),H26(3/4硬),H32(1/4硬)等。
铝线牌号主要有:1050、1060、1070、1080、1100、2011、2014、2017、2024(2A12、LY12)、3003、3004、5005、5050、5154、5052、5454、5056、5082、5083、5086、5183、5383、5754、6101、6201、6005、6106、6011、6016、6351、6060、6061、6063、6070、6082、6262、6463、6A02、7050、7005、7075、7475、7085、LY16(2A16)、LY6(2A06)、LY11(2A11)等。
华电高空工程(四川省分公司)【13961934918】在四川省本地专业从事桥梁热喷锌喷铝,价格低,发货快,效果好 (四川省 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市)可送货上门。











