以下是:湖北省孝感市小口径珩磨管源头厂家的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 范围 小口径珩磨管绗磨管供应范围覆盖湖北省 孝感市 武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、咸宁市、随州市、恩施市、黄冈市 孝南区、孝昌县、大悟县、云梦县、应城市、安陆市、汉川市等区域。 【九冶】业务覆盖多领域场景,主营武汉绗磨管诚信商家服务热情、襄阳绗磨管种类齐全、荆州绗磨管买的放心安兴用的舒心、荆门绗磨管全品类现货、咸宁绗磨管生产经验丰富、黄冈绗磨管满足客户需求、孝南绗磨管厂家品控严格、安陆绗磨管源头直供等产品服务。小口径珩磨管源头厂家,九冶管业(孝感市分公司)专业从事小口径珩磨管源头厂家,联系人:李经理,发货地:丁块工业园,以下是小口径珩磨管源头厂家的详细页面。 湖北省,孝感市 孝感市因东汉孝子董永卖身葬父、行孝感天动地而得名,是湖北省区域性中心城市、武汉城市圈和长江中游城市群重要成员、新型城镇化综合试点地区,也是华中地区潜力和竞争力的城市之一,综合竞争力在湖北省排名前列;市内拥有多个A级风景区,其中双峰山、汤池温泉、天紫湖、观音湖、天屿湖五个旅游度假区被评为4A景区。
想要探索小口径珩磨管源头厂家的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。以下是:湖北孝感小口径珩磨管源头厂家的图文介绍湖北孝感九冶管业有限公司配备了先进的 绗磨管生产设备、雄厚的技术力量及完善的检测手段, 技术力量水平居 绗磨管行业较高地位。 绗磨管产品畅销全国各地,深受用户信赖。 面对激烈的市场竞争及新的考验,公司将继续不断引进新技术、 新工艺,以适应客户需求。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
绗磨管滚压油缸管材料软,塑性大,容易被滚压光。随着塑性降低,硬度的提高,变形量随之减少。一般来说钢和铜的滚压效果较好,铸铁的效果较差。可锻铁,球墨铸铁比灰口铸铁的滚压效果要好。滚压铸铁件时,当铸件的材料硬度不均匀时,被滚压表面的缺陷(气孔、砂眼等)会马上显露出来。因此,当铸件表面缺隐较多,质量较差时不宜采用滚压工艺。
滚压油缸管过盈量的大小对表面粗糙度和几何精度的影响很大。通过试验得知,合理的滚压过盈量为0.027~0.036mm,此时得到的表面粗糙度为小。大过盈量受多种因素的影响,因此佳过盈量的确定要根据具体条件多次试验来确定。滚压工具通常有滚珠、圆柱形滚柱、圆锥形滚柱、滚轮等。但用滚珠作为变形构件可降低整个滚压工具成本。而且滚珠的精度高,硬度高,与工件接触面小,用较小的滚压力,较小的过盈量可获得较高的压强,较小的粗糙度。而且滚珠的使用寿命长,不易磨损,价格便宜,易更换。
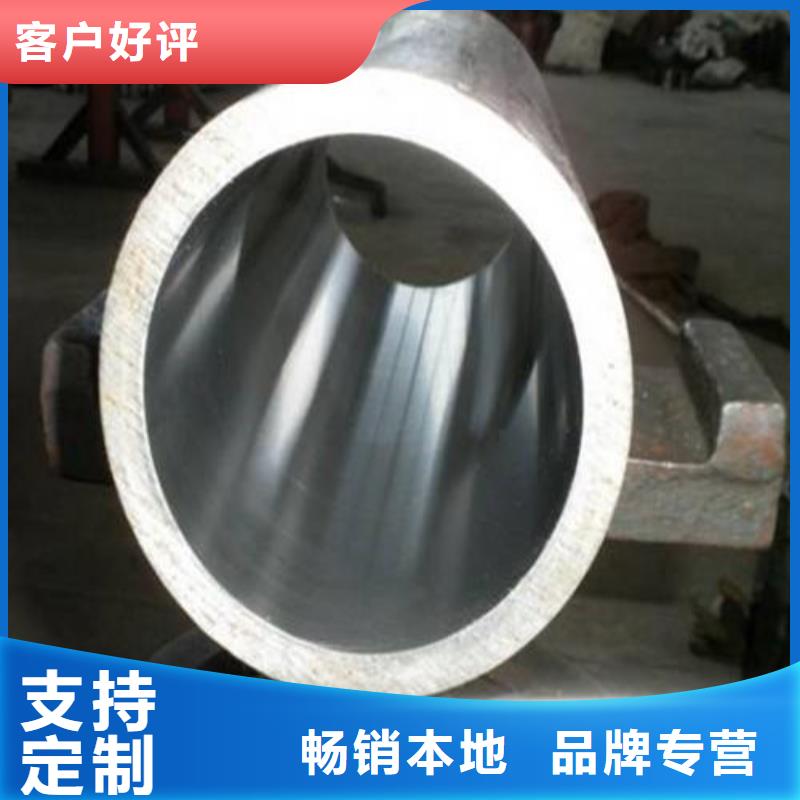
小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。
公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管 油缸管)。本公司生产的绗磨管(航模管 油缸管)粗糙度基本能达到Ra≤0.08μm左右,修正圆度,椭圆度可≤0.01mm,提高表面硬度,使受力变形,硬度提高HV≥4°,加工后有残余应力层,提高疲劳强度提高30%,提高配合质量,减少磨损,延长零件使用寿命。油缸钢管 珩磨管 航模管 油缸管 压,气动缸筒尺寸和精度
对于高精密珩磨管的生产工艺你又有多少了解高精密珩磨管正常的工作压为:0――12000PSI为了施工者的严禁超过此范围,而且必须头戴安面具、全帽,以及工作服以防万一,因为每一种产品没有性的,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条高精密珩磨管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然性就降低了,那就该换新的。
有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。 系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
小口径珩磨管源头厂家,九冶管业(孝感市分公司)为您提供小口径珩磨管源头厂家产品案例,联系人:李经理,电话:【17706353138】、【17706353138】,发货地:丁块工业园。











