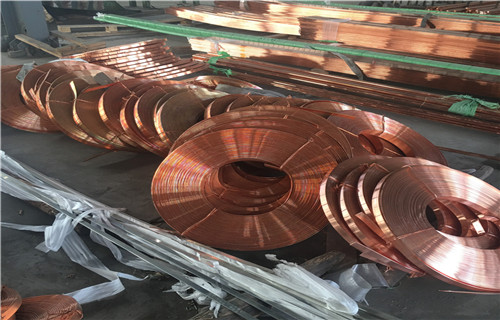

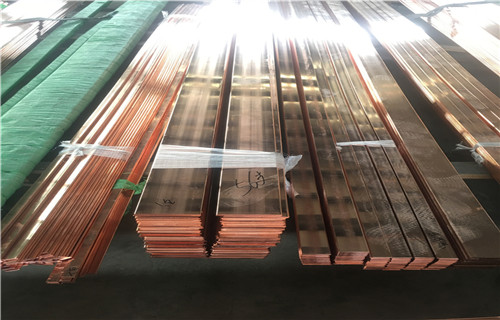

以下是:3*260紫铜卷的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 不限 运费说明 当天 牌号 T2 抗拉强度 275 拉伸 30% 3*260紫铜卷,创弘金属制造(大庆市分公司)专业从事3*260紫铜卷,联系人:赵健,电话:0635-2998382、13863510800,QQ:512533080,发货地:经济技术开发区工业园,以下是3*260紫铜卷的详细页面。 黑龙江省,大庆市 大庆是中国的石油石化基地,中国大油田大庆油田所在地;是一座以石油、石化为支柱产业的工业城市,是世界能源城市伙伴组织19个会员城市之一。大庆油田含油面积六千多平方千米,已探明石油地质储量67亿吨。
想知道3*260紫铜卷产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:3*260紫铜卷的图文介绍
创弘金属制造有限公司
黑龙江大庆创弘金属制造有限公司专业从事 紫铜排为主导的企业。公司整合国内、外先进技术,结合市场实际情况,做到技术不断、产品不断更新,成功研发出 紫铜排系列产品。公司实力雄厚,不仅拥有一支年轻并高素质的研发团队——学习与创新、挑战与突破、全力开拓创造z u i优质的产品是我们坚持不懈的使命;而且拥有一支专业及有着资深市场背景的精英管理团队——凭借多年的品牌运营及管理经验我们只进不退,自信地走在行业的尖端,公司秉承“遵诚守信”的经营理念在发展中逐步壮大,公司也一如既往的坚持“只有客户的满意,才有我们的成功”的方针,以帮助客户获取经济效益和社会效益为已任,旨在通过公司科学、专业、真诚的服务来建立客户与市场的z u i佳沟通渠道,把客户有限的资金进行z u i经济的策划和设计,让客户以z u i低的投资成本,达到z u i佳收益的目的。
传统铜母线生产一般采用“压扁一拉拔一退火"工艺。该方法主要有以下缺点:1.产品表面易产生毛刺、翘皮、麻坑,容易造成变压器绕组的绝缘击穿。2.产品的电阻率和机械性能不均匀,较难满足变压器、电机等阻抗匹配的要求。3.宽厚比大于10和断面积大的铜母线生产十分困难。4.生产的裸线如果表面处理不得当,扁线表面的润滑剂残留影响漆膜的附着质量。5.根据不同的产品需要配备不同规格的坯料,原材料准备复杂。6.必须有退火工序,耗电量大,生产周期长,设备占地面积大。7.生产工序多,周期长,劳动强度大,设备陈旧很难作到文明生产。8.扁线拉拔过程中润滑液受热挥发产生刺激气味,影响操作工人的身体,而且润滑液需要处理才能排放,否则造成环境污染。
铜母线坯酸洗铜锭经加热挤压变形成铜母线坯后,因为加热使铜母线坯表面存在许多氧化铜,要通过酸洗工序才能去除。四、热挤压模、拉伸模的优化选择及合理使用铜热挤压模是在恶劣的高温条件下工作,一般使用兼具陶瓷特性(硬度大、耐磨性、耐高温、抗氧化、抗腐蚀)和金属特性(高韧性、可塑性)的金属陶瓷模。拉伸模要使用含有碳化钨和钴元素的硬质合金材料制作。拉伸模润滑锥、工作带、定径带、出口锥的优化设计,拉伸模内孔光亮抛光,拉伸工艺的合理按排,使拉伸后的铜母线表面呈良好的光洁、平整状态。
量改善措施
一、确保炉料干燥,加强熔体覆盖,改进铸造工艺确保炉料干燥可以防止炉料中的水分与铜反应形成氧化物夹杂和吸入氢气;加强熔体覆盖可以防止熔体吸气铜母线和氧化,从而杜绝铜母线在热处理过程中产生“氢病”或“氧病”,引起铜母线表面起皮、气泡、夹杂、等表面缺陷;铸造工艺合理不仅可以大限度地提高生产效率,而且可以减少疏松、裂纹、晶粒粗大和组织偏析等缺陷,从而可以减少铜母线表面裂纹、空洞、表面粗糙等,改善铜母线表面质量。二、加强生产工艺过程控制和生产管理为了减少铜母线表面缺陷,加强工艺过程控制和生产管理很重要。三、铜母线坯酸洗铜锭经加热挤压变形成铜母线坯后,因为加热使铜母线坯表面存在许多氧化铜,要通过酸洗工序才能去除。
您是想要在黑龙江省大庆市采购高质量的3*260紫铜卷产品吗?创弘金属制造(大庆市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的3*260紫铜卷产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:赵健-13863510800,QQ:512533080,地址:《经济技术开发区工业园》。










