
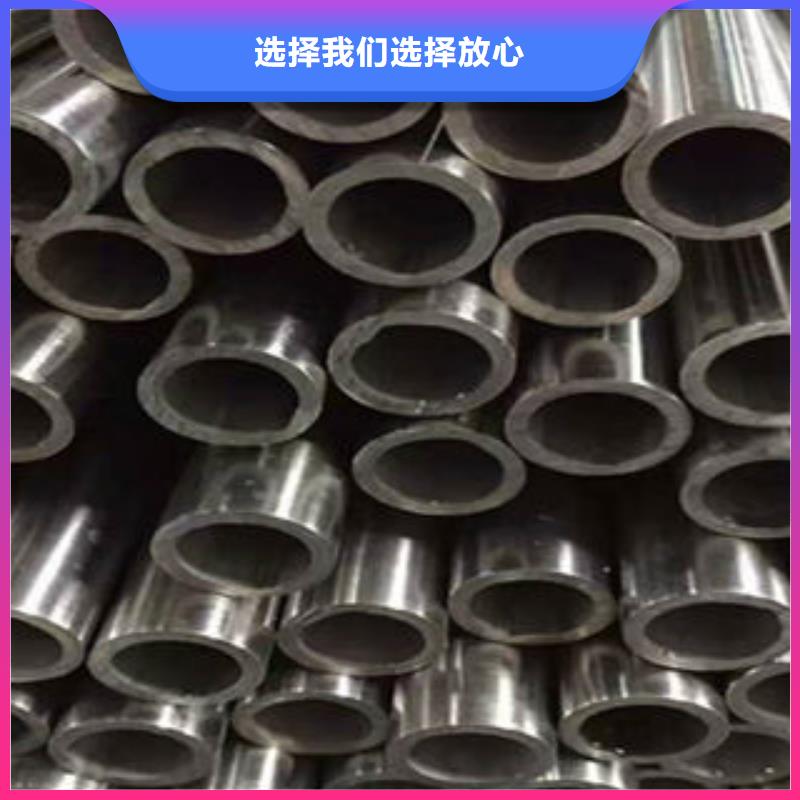
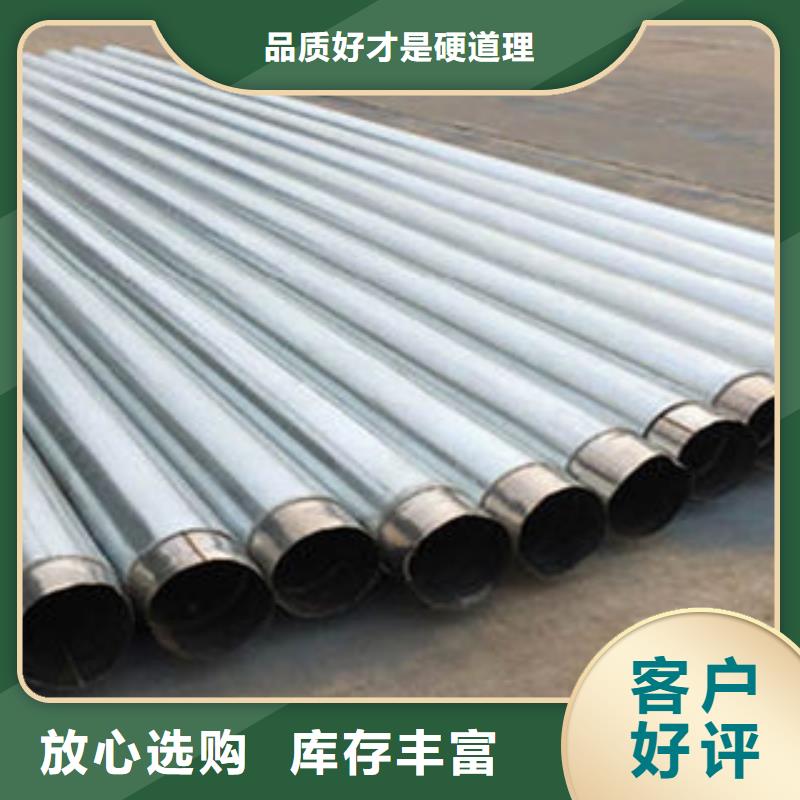
以下是:316不锈钢管质量好的产品参数
产品参数 产品价格 电议 发货期限 商议 供货总量 不限 运费说明 三天 品牌 昌盛源 是否可以定制 是 规格 齐全 316不锈钢管质量好,昌盛源金属制品(阳江市分公司)为您提供316不锈钢管质量好,联系人:邹经理,电话:【18115753337】、【18115753337】,请联系昌盛源金属制品(阳江市分公司),发货地:东方钢材城。 广东省,阳江市 阳江市是北部湾城市群城市之一,粤港澳大湾区与北部湾城市群之间的重要节点城市、滨海旅游城市;是广东省海洋大市,海洋资源丰富;拥有中国十大美海岛、首批海洋公园海陵岛、以“地质公园”凌霄岩为代表的阳春山水和宋代古沉船“南海一号”。曾获“中国旅游城市”、“园林城市”、“卫生城市”、“中国幸福感城市·宜业宜居之城”、“中国刀剪之都”、“中国风筝之乡”、“中国温泉之乡”、“中国蚝都”、“中国诗词之市”、“中国楹联文化城市”等荣誉。
文字或许能描绘316不锈钢管质量好产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!以下是:316不锈钢管质量好的图文介绍
广东阳江昌盛源金属制品有限公司将秉承“质优达标,不是我们的z u i高追求;客户满意,才是我们的z u i高定位”的经营理念,依靠雄厚的技术力量,先进的管理水平,不断开拓创新的精神,为客户提供优良的 镜面不锈钢板产品和优质的服务!
310S不锈钢管道裂纹进行焊接修复的方法:
310S是耐热型不锈钢中的一种,具有很好的抗氧化性,耐腐蚀性,广泛应用于离子膜电解的碱管道。由于该材料工艺要求高,一旦母材和填充材料的合金元素不齐全、焊
接工艺不当、工作状态不好、管道内介质腐蚀、工作应力等原因都会造成管道裂纹的
严重缺陷,会给生产带来严重的隐患。那么,对裂纹的焊接修复就成为一种重要的维
修方法。
对裂纹进行直接补焊(主要用于≤φ89管道裂纹)。 1、做好焊接前准备工作,距离裂纹两个端点各10mm处钻φ6mm的止裂孔, 已防止打磨焊接过程中裂纹蔓延。
然后用角磨机磨出坡口角度α=60°,间隙b=3.2mm,钝边p=1.5mm的坡口。坡口长
度为止裂孔间的距离,并过止裂孔磨出焊缝与母材的过渡面,而将坡口两边的油、锈
等杂物清理干净。 2、 采用ZX7-400A焊机,直流反接,焊材为A402,φ3.2mm进行
打底、填充及盖面, 焊接电流为110A。 3、 采用灭弧焊打底,连弧焊填充及盖面,
并且单道打底,双道填充,3道盖面。每间 都彻底清理,每个接头都要错开15mm左
右,确保没缺陷。焊接方向为从左至右,焊接顺序为逐层逐道由下至上。 4、 补焊后
,焊缝外观要平整且焊缝余高h≤1mm,宽度≤4mm,经做着色检查合格打 压正常后
使用。
不锈钢管的修复:挖补修复是将管道中已经产生裂纹的部位,用等离子弧将其完全割除,并且挖掉宽150mm,比可见裂纹的两端各长处20mm的管道母材。然后根据挖出母材的尺寸选择相同轴同材质的补丁块,对切除部位进行
焊补修复。 1、 打磨与组对 为避免应力集中,使补焊焊缝圆滑过渡,必须先将所挖洞
口及补丁块边缘的割痕磨掉1mm,然后将四角打磨成圆弧状,后修出V形坡口,并
将坡口两侧油、锈等杂质清理干净。坡口尺寸:坡口角度α=60°,预留间隙
b=3.2—4.0mm,钝边p=1.5-2.0mm。焊接时要严格控制间隙尺寸,并且要基本一致
。 2、 焊接设备及方法 焊机采用ZX7-400A或其他逆变直流、硅整流焊机,均直流反
接,以使焊接过程电弧稳定性好、飞溅小,从而进一步保证焊接质量。 焊接采用氩弧
焊打底,防止焊条电弧焊电渣残留在管道中造成对设备的损坏。采用A402φ3.2mm焊
条灭弧焊填充、盖面。焊接电流控制在85-105A,且每次熄弧后冷却3-4S后再引弧,
焊条摆动幅度越小越好。
316不锈钢管质量好_昌盛源金属制品(阳江市分公司),固定电话:【18115753337】,移动电话:【18115753337】,联系人:邹经理,东方钢材城 发货到 广东省 阳江市 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、揭阳市、云浮市 江城区、阳西县、阳东区、阳春市。







