

以下是:广东省茂名市20号无缝弯头报价的产品参数
产品参数 产品价格 电议 发货期限 无 供货总量 3000000件 运费说明 1天 11 5 范围 20号无缝弯头报价供应范围覆盖广东省 茂名市 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 茂南区、茂港区、电白区、高州市、化州市、信宜市等区域。 【中储华营】为您提供广州无缝钢管产品细节、惠州无缝钢管一致好评产品、汕尾无缝钢管实力厂家、潮州无缝钢管产地直销、梅州无缝钢管用心做品质、揭阳无缝钢管原料层层筛选、电白无缝钢管厂家直发、高州无缝钢管品质卓越等多元产品与服务。20号无缝弯头报价,中储华营金属材料(茂名市分公司)专业从事20号无缝弯头报价,联系人:张经理,发货地:天津市北辰区双街镇开发区双江道58号,以下是20号无缝弯头报价的详细页面。 广东省,茂名市 茂名地处粤港澳大湾区、北部湾城市群和海南自贸区三大经济区的交会处。茂名是全国重要的石油化工基地和能源基地,粤西综合性枢纽城市和沿海重要的港口;构建以东西滨海发展轴,南北中央发展轴,双中心四组团的城市发展新格局。茂名是一座拥有全地形特征的中国旅游城市;拥有滨海度假游、冼夫人文化游、潘茂名康养游、美丽乡村风情游、山地体育休闲游五大特色旅游板块;茂名是“三个代表”重要思想的发源地、“中国综合实力百强城市”“园林城市”“森林城市”“中国旅游城市”“中国月饼名城”。
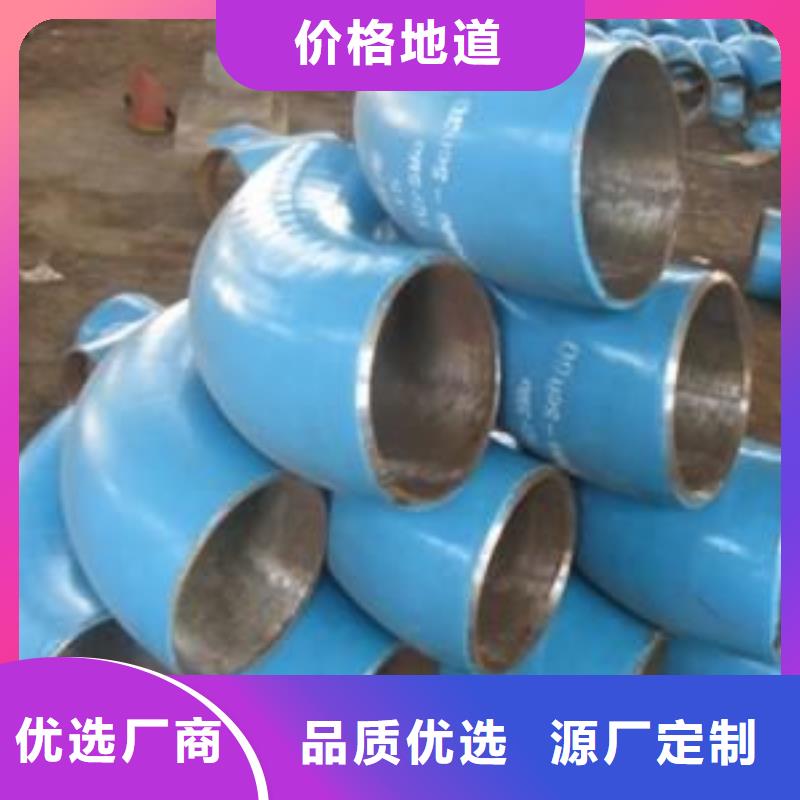
我们的20号无缝弯头报价视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。以下是:广东茂名20号无缝弯头报价的图文介绍广东茂名中储华营金属材料有限公司产品根据“国标”制造,高质量的 无缝钢管产品是企业发展的根本,在严把质量关的同时, 无缝钢管产品的每个部件都选自国内标准企业,还可根据客户要求用进口部件,只有不断提高 无缝钢管产品质量,才能满足客户日趋严格的质量要求,公司的发展源于自身对产品质量严格要求。在严格自身质量管理的同时,关健部件采用高品质进口产品。公司视 无缝钢管产品质量为企业生命,十分注重产品的不断开发和更新,强化质量保证体系,加强质量检测和监控。
asme a234 wpb碳钢弯头
产品名称:弯头
产品材质分类如下:
碳钢: astm/asme a234 wpb、wpc
合金: astm/asme a234 wp1-wp12-wp11-wp22-wp5-wp9-wp91
15mo3、 15crmov、35crmov
不锈钢:astm/asme a403 wp 304-304l-304h
astm/asme a403 wp 316-316l-316h
astm/asme a403 wp 321-321h astm/asme a403 wp 347-347h
低温钢:astm/asme a402 wpl3-wpl6
高性能钢: astm/asme a860 wphy 42-46-52-60-65-70
碳钢弯头
公司工艺设备先进,检测手段齐全。拥有先进的检测设备,建立了完善的质量保证体系,并通过了iso9001:2000国际质量体系认证。产品广泛用于输油管道、天然气管道、城镇供热管道、供水管道、电力等防腐工程。参与完成我国众多长距离输油、输气、输水管线防腐保温工程,参与完成出口印尼、苏丹、沙特、南非管道防腐工程,产品质量和服务受到用户的一致好平。
公司现有6条保温管生产线,可生产dn25-dn1400各种型号保温管道。有各种齐全的管件生产、检测设备。拥有先进的聚乙烯管材生产线5条,采用国际 进的螺旋模具挤出、真空定径、喷淋冷却、自动切割等工艺,年生产φ90-φ1800聚乙烯外套管2万吨。产品覆盖京津、华北、东北、西北等13个省市。生产规模、技术力量、工程业绩均位于全国同行业前列。
公司率先通过is09001:2008、is014001:2004和ohsas18001:2001认证, 2008年取得中华人民共和国 质量监督检验局颁发的"中华人民共和国特种设备制造许可证"。 公司已取得"中国石油天然气集团公司物资供应商准入证"、"中国石油天然气管道局市场准入证"、"中国大唐集团公司供应商网络成员 "、"中国电力配件网网络成员厂"、"河北省计量保证能力合格 ","api specification q1石油天然气管理体系"、"api spec 6h管道产品"与"api spec 15le聚乙烯管线管产品"。
15CrMo钢系珠光体组织耐热钢,在高温下具有较高的热强性(δb≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。由于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
针对15CrMo钢的焊接性的工作特点,根据以往的经验,参照国外提供的焊接工艺卡,我们选择了两种方案进行焊接试验。
方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,TIG焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,TIG焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。试验方案 拉伸试验 弯曲试验冲击韧性试验aky(J/cm2)
抗拉强度δb/Mpa 断裂部位 弯曲角度 面弯 背弯 焊缝 熔合线 热影响区(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
从拉伸试验结果可知,两种方案的拉伸试样全部断在母材,说明焊缝的抗拉强度高于母材;弯曲试验全部合格,说明焊缝的塑性较好。根据表5中的冲击韧性试验结果可知,方案Ⅰ的冲击韧性明显高于方案Ⅱ,证明方案Ⅰ的焊后热处理规范比较理想,高温回火不仅达到了改善接头组织和性能目的,而且使韧性与强度配合适当。从室温机械性能结果可知,所的两种焊接工艺方案均可用于现场施工。方案Ⅰ采用了与母材成分接近的焊条,焊缝性能同母材匹配,焊缝应具有较高的热强性,焊缝在高温下长期使用不易破坏。难点是焊后热处理规范较为严格,回火温度和保温时间及加热和冷却速度控制不当反而会引起焊缝性能下降。方案Ⅱ采用了奥氏体不锈钢焊条施焊,虽然可以省去焊后热处理,但由于焊缝与母材膨胀系数不同,长期高温工作时可发生碳的扩散迁移现象,容易导致焊缝在熔合区发生破坏。因此,从使用可靠性考虑,现场采用方案Ⅰ施焊更为稳妥。
弯头首先按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、 STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中常用的是 STD和XS两种。按弯头的角度分,有45°弯头,有90°弯头和180°弯头。 碳钢弯头的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。 该碳钢弯头制作工艺的优点主要表现在以下几个方面: (1)不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的碳钢弯头。 (2)坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便。 (3)由于上述二条原因,可以缩短制造周期,生产成本大大降低。因不需要任何专用设备,尤其适合于现场加工大型碳钢弯头。
15CrMo合金弯头生产厂家耐高压正在热销中,公司所生产的弯头等产品均严格按照相关标准(美国规范asme(ansi),德国规范idn,日本规范jis,中国gb/t,jb,sh,hg等规范出产),我公司还可以依据客户需求生产各种异型,非标,大弯、特厚壁系列管件。
由于15CrMo合金弯头具有良好的综合性能,所以它广泛用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力、造船等基础工程。在需要连接的管道比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。弯头表面质量和机械性能基本和管子是一样的。为了焊接方便,和被连接的管子的钢的材质是要相同的。
15CrMo弯头是合金弯头的一种,属于耐热钢管件,在高温下(一般不超过600度)具有较高的热强性和抗氧化性,并且有一定的抗氢腐蚀能力。合金弯头用途非常广泛。普通的青铜材质的合金弯头在一般自来水管道中较为常见,但随着生活水平的提高,很多自来水管道都改用不锈钢弯头。锰钢材质的合金弯头由于锰钢具有承受冲击、挤压、物料磨损等的优良性能,通常被使用在混凝土输送管道,泥浆输送管道等磨损消耗比较严重的管道中。而高锰钢合金弯头则被使用在流体流动比较激烈,冲击比较强的管道中;镍钢材质的合金弯头通常被用在高浓度氧化酸等的常温输送管道中,但在还原酸的输送管道中则会被严重腐蚀,除非的浓度很低;马氏体合金弯头在650℃以下有较高的高温强度、抗氧化性和耐水汽腐蚀的能力,但焊接性较差。因此,常被用在高温水蒸气输送管道、水煤气管道中。
由于15CrMo弯头大多数用于焊接使用寿命:与管线相同; 适用介质:油、气、水、化工原料、矿浆适用。绝缘强度:2500V 50Hz 1分钟无击穿或起电弧; 绝缘阻值:直流1000V 阻值≥6MΩ; 水压试验压力:设计压力的1.5倍; 气密试验压力:等同设计压力; 无损检测:按照JB4730-94所有对接接头100 射线探伤,其它承压焊缝100磁粉探伤; 坡口:采用API5L标准。就要按合同或是图样中的标明的来实施。
本公司在生产过程中均采用优质原料,经化验,锯床切割,推制机成形,机加工车间粗加工,热处理炉处理,检测,再精加工车间精加工,检验,检测,包装出场,达到各个环节严格把关,责任到人,从而做到心中有数,让客户放心安心。
15CrMo高压合金弯头是多种合金材质弯头的一类统称,它的材质多种多样,常见的有碳钢锰弯头钢镍钢等,也有称为合金钢弯头。同时,粗钢的日产水平在两个月略有下降后,月再创历史新高,达到年产钢亿吨的水平。
15CrMo合金弯头制造方法.将管材的两端截面裁成斜的切口.其长度等于带直段的弯头的长度.在管材的达到蠕动变形时加塞内芯模.内芯模的直径等于管材的内径.关于高压弯头的常用方法这个焦点话题,在业内很多说法,我们厚壁弯头,无缝弯头,对焊弯头,高压弯头,高压管件生产商,希望能够帮助你。内芯模的形状为不带直段的焊接高压弯头.另在内芯模的两端置入对直段成形的马蹄模.然后置入模具.并由压力机合模对管材进行成形.本发明产品的质量达到有关标准.且加工成本低.材料能充分利用.没有浪费.且加工成本较低.本发明尤其用于管径较大的带直段弯头的加工.厚壁弯头的回火和退火是决定弯头成型后的质量的因素之一,如果把握好这两个环节,那我们的弯头生产必将会提高生产效率。 将已经淬火的焊接高压弯头重新加热到一定温度,再用一定方法冷却称为回火。其目的是淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。厚壁U型厂家常用的厚壁U型弯头成形工艺有热推、冲压、挤压等。处理方法之一:淬火是将弯头加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡组织的热处理方法。淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。
15CrMo合金弯头采用高合金钢管或有色金属管制作高压厚壁弯头,宜采用机械方法,当充砂制作弯头时,不得用铁锤敲击。铅管加热制作弯头时,不得充砂。除制作弯头温度自始至终保持在900℃以上的情况外,壁厚大于19mm的碳素钢管制作弯头后,应按规定进行热处理按规定,中、低合金钢管进行热弯时,对公称直径大或等于是100mm或壁厚大于或等于是13mm的,应按设计文件的要求进行完全退火,正火加回火或回火处理。中、低合金钢管进行冷弯时,对公称直径大于或等于100mm,或壁厚大于或等于13mm的,应按规定要求进行热处理。奥氏体不锈钢管制作的弯头,可不进行热处理,当设计文件要求热处理时,应按设计文件规定进行.?3.7输送剧毒流体或设计压力P大于或等于1OMPa的弯头,制作弯头前,后的壁厚之差,不得超过制作弯头前管子壁厚的10%;其它弯头,制作弯头前,后的管子壁厚之羞,不得超过制作弯头前管子壁厚的15%,且均不得小于管子的设计壁厚。管道绝热工程的施工及质量要求应符合现行 标准《工业设备管道绝热工程施工及验收规范》的规定。管道安装一般规定施工前必须进行技术交底,组织施工班组认真熟悉施工图和有关技术资料;了解工艺管道流程,工作介质,压方、温度、所用材料、附件的材质,型号,规格等。管道安装应具备以下条件:与管道有关的土建工程已验收合格,满足安装要求,并已交接手续。高压弯头的金属保护层应压边,箍紧,不得有脱壳或凸凹不平,其环缝和纵缝应搭接或咬El,缝口应朝下,用自螺钉紧同时不得刺破防潮层。螺钉间距不应大于200mm,保护层端头应封闭。需要蒸汽吹扫的管道,宜在吹扫后进行绝热工程施工。
15CrMo高压弯头的制作工艺首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳.根据需要,一个圆形环壳可以切割成4个90弯头或6个60高压弯头或其它规格的高压弯头,该工艺适用于制造高压弯头中径与冲压弯头内径比大于1.5的任何规格大型弯头,是目前制造大型国标弯头的理想方法.高压弯头适用于石油,天然气,化工,水电,建筑和锅炉等行业的管路系.不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的国标弯头.由于上述二条原因,可以缩短制造周期,生产成本大大降低.因不需要任何专用设备,尤其适合于现场加工大型国标弯头.坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便。
热制成形技术即利用感应加热的方式将管坯进行加热,使材料塑性增强,然后利用两步液压推弯,在管坯内部的芯棒作用下进行扩径,成形出比管坯直径更大的弯头的一种成形方法。热推制成形弯头适合连续生产,生产速率较快,且能够生产不同规格的弯头,在现有的弯头成形方法中是生产成本较低的一种成形方法,因此被广泛应用在弯头的生产中。但在成形碳钢弯头时,对内部牛角芯棒有较高的红硬性要求,且弯头在成形时加热温度需要控制在 750℃~950℃之间。 利用热推制工艺推制出的弯头在外观上比较美观,成形质量较好,壁厚也比较均匀,而且非常适合连续大批量的生产,所以在成形15CrMo合金钢、不锈钢以及碳钢弯头时通常选用热推制成形的工艺。
在运用热推制成形的方法成形弯头时,采用何种加热方式非常重要。在目前所应用的加热方法中,主要有三种加热方式:感应加热、反射炉加热和火焰加热。在实际生产中通常是根据产品需求及工厂实际来选择一种合适的加热方式。
当高压弯头起弧截面是一个对接焊口时,这些变动的外载将造成焊口处于复杂应力状态,严重削弱焊口强度,降低高压弯头工作能力,缩短高压弯头使用寿命.为此,从设计上考虑,将对焊高压弯头的接口改成直段对接,即设计成带直段高压弯头,有利于焊口对接,提高焊口质量,改善高压弯头使用寿命.
制作高压弯头的的材料需要一些特殊的原料进行生产,这些原料要进行严格的选择和控制,原料要选择合适,否则生产的高压弯头就不会有质量保证。高压弯头使用的材料是一大类具有特殊电、声、热、力、化学以及生物功能的新型材料,是生物技术、能源技术等高技术领域和国防建设的重要基础材料,同时也对改造某些传统产业,如农业、化工、建材等起着重要作用。高压弯头的材料是特殊的,在一定的领域中展现不同的使用价值,在某种程度上影响着其他的行业的发展。
20号无缝弯头报价,中储华营金属材料(茂名市分公司)为您提供20号无缝弯头报价产品案例,联系人:张经理,电话:【022-26623277】、【15822861588】,发货地:天津市北辰区双街镇开发区双江道58号。









