





想要真正了解27simn液压支柱钢管巧夺天工产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:27simn液压支柱钢管巧夺天工的图文介绍


1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
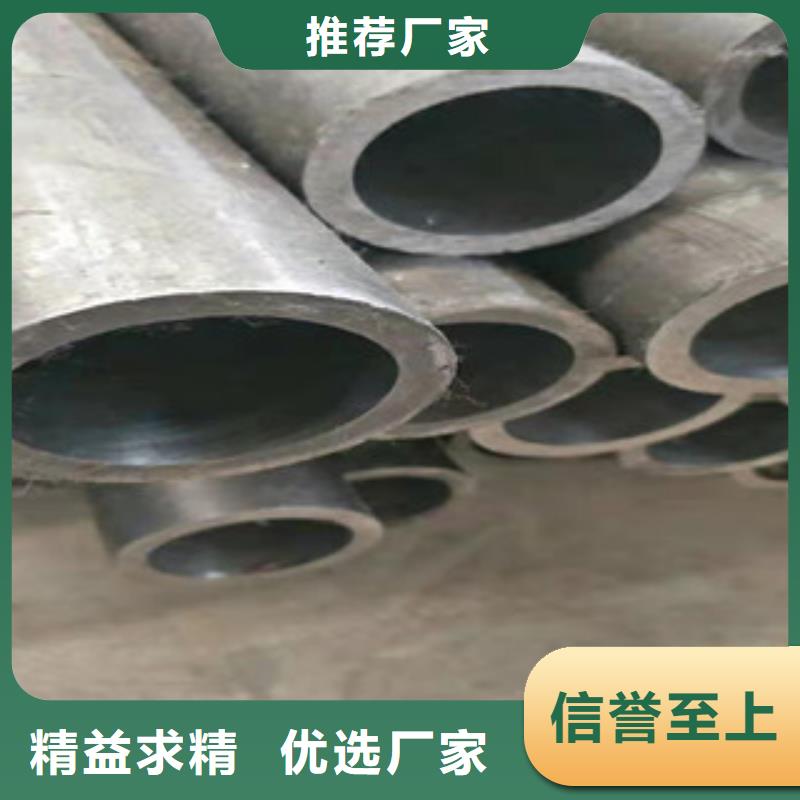
大口径厚壁绗磨管
3、堵塞切削阶段,继续绗磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续绗磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束绗磨。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
大口径厚壁绗磨管
3、堵塞切削阶段,继续绗磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续绗磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束绗磨。



由于 42Crmo大口径无缝钢管发货即时、质量可靠、使用方便、返修率低、售后服务完善,已经畅销全国多个省份,获得众多用户的好评。
欢迎全国广大用户选购,共同发展,共创辉煌!


大口径厚壁绗磨管加工受珩磨机工作压力影响
27simn绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。45号绗磨管珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好
27simn绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。45号绗磨管珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好


