






我们来看看桥梁防撞栏杆的施工规范,如何确保桥梁防撞栏杆施工规范化防撞栏杆施工要做到规范化,就必需从前期施工准备、钢筋制造与装置、支立模板、浇注混凝土到后期混凝土养护等各个施工环节都严厉依照施工工艺和质量控制要点停止施工,才干确保高质地完成防撞栏杆施工。
施工控制要点:丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土停止凿毛并清算洁净。钢筋加工尺寸要精准,装置时采用定位架法停止装置。依据设计图中2、3号钢筋的位置、角度和尺寸分别制造定位架。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。



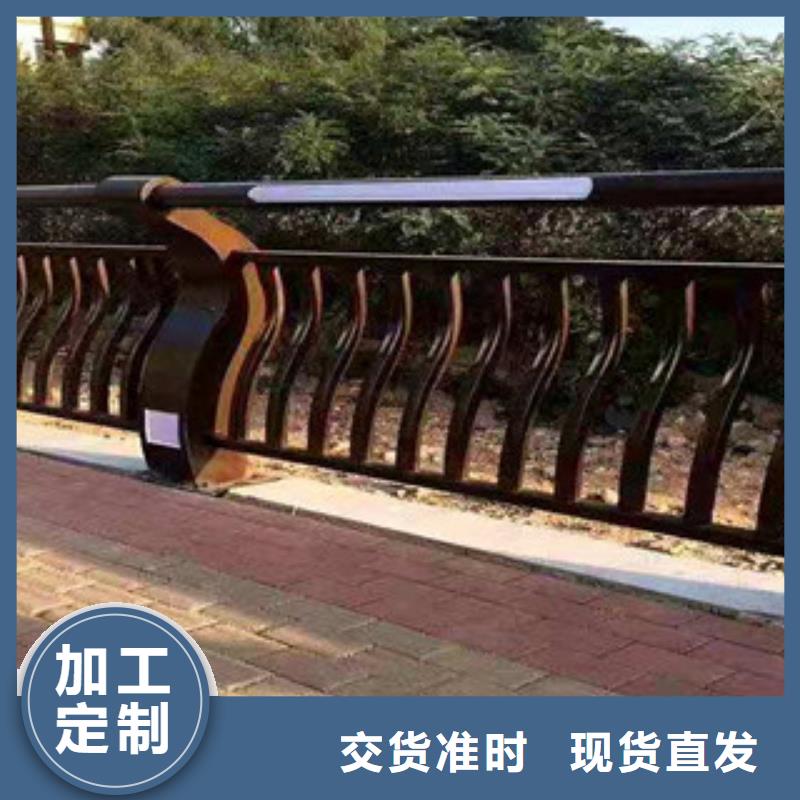
茂名金立恒金属制品有限公司成立多年,集【桥梁防撞护栏】研发、生产、销售和服务于一体的实业型企业,公司主要研制【桥梁防撞护栏】并可根据客户图纸或要求研制各种非标【桥梁防撞护栏】。 以人为本、科学管理、技术优先、品质保障、诚信务实,取得国内外客户的信赖与支持。 我们的目标是,让我们的【桥梁防撞护栏】产品和服务誉满全球!






桥梁防撞护栏哪里有销售,不锈钢复合管栏杆在加工和制作的过程中需要注意的问题是比较多的,对于不锈钢复合管栏杆的制作的流程和程序是比较严格的,也是比较清晰的,它要求的技术条件是比较高的,因此的话对于不锈钢复合管栏杆的制作一定要把握住才是可以的。那么它在制作的过程中需要用到重要的一步就是焊接。那么常见的焊接的标准是什么呢?如何进行去焊接呢? 山东金立恒金属制品有限公司.
建议用非熔化极氩弧焊,适于焊接薄壁件,而且可以获得良好的接头,力学性能可以得到保证。但是,钨极载流能力有限,电流不能太大,但是质量 可以得到保障,并且你焊接的是薄壁管件,不需要开坡口,方便。但是,具体的气流量,焊机电流因焊机以及实际情况的不同,无法明示你,你可以请教一下同事,毕竟他们有多年积累的焊接经验,你说呢?
不锈钢复合管栏杆焊接方法是采用左焊法,焊炬匀速前进,保持上下不跳动。焊丝顺着焊口并贴紧焊口从熔池前沿加入,加入量视间隙与速度而定。尽量少加勤加,以免在平焊时形成焊 缝内凹和仰焊时焊缝外凸,以焊缝一次成型为原则。焊丝端部始终处于氩气保护范围内,以免红热的端头氧化。焊丝也不应伸入熔池中搅乱氩气流
