

为了给您提供更的8+6复合耐磨板-【多麦金属】-规格齐全产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:8+6复合耐磨板-【多麦金属】-规格齐全的图文介绍
梅州【多麦金属】高锰耐磨耐候钢板生产厂家创立于2012年,以生产 锈钢板闻名于行业。其 锈钢板产品质量过硬、性价比高,尤其在 锈钢板产品研发设计方面,聘请顶尖设计师,坚持品牌个性化路线,结合现代潮流。在营销方面,企业充分发挥自己的人才优势、技术优势、质量优势和市场优势,建立起完善的营销网络和服务体系。目前,出品的 锈钢板产品,不仅畅销国内,更远销国外,在消费者当中享有j i高的认可度和美誉度。




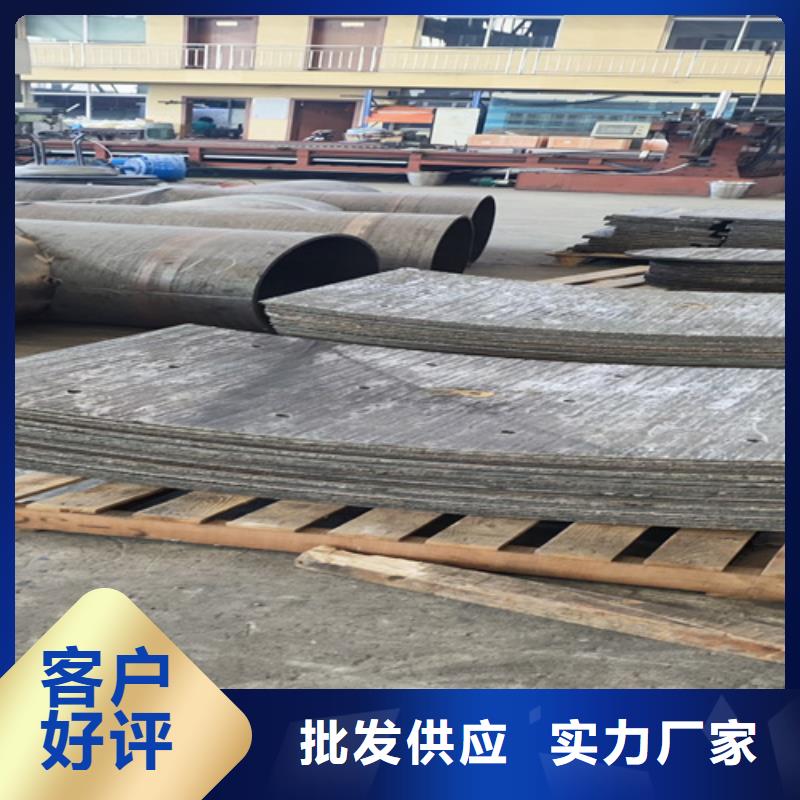
正常失效的叶片磨面形貌观察表明:常用叶片磨面受弹丸的切削作用和冲击作用而造成的切削痕迹、同城裂纹和剥落坑比试制叶片严重的多,因而其耐磨性比试制叶片低;磨面形貌差异的原因是由于这两种复合耐磨钢板叶片的共晶碳化物形态和分布的特征不同以及叶片的硬度不同而造成的。北京耐默科技有限公司是一家专门从事堆焊双金属复合耐磨钢板、同城堆焊药芯耐磨焊丝材料研发、同城生产与销售,以及各类抗磨损技术服务的高新科技型企业。生产的耐磨复合钢板、同城复合耐磨钢板、同城双金属耐磨衬板、同城高铬堆焊钢板、同城堆焊复合钢板、同城碳化铬耐磨板的综合性能均达到国际先进水平。复合耐磨钢板



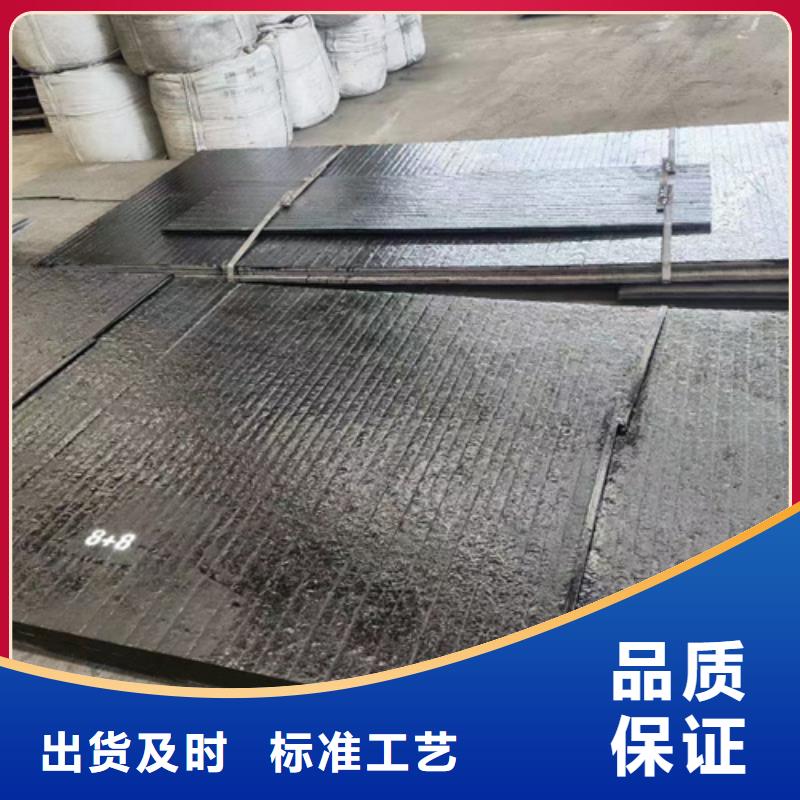
在现代化大规模的工业生产中,磨损导致机械部件的失效问题是非常严重的,特别是随着化工、附近能源、附近交通等行业的发展,在现代化工、附近水泥、附近冶炼中,磨损导致的失效问题严重。随着表面工程技术的发展,大面积复合板堆焊技术推广和使用,美国、附近加拿大、附近澳大利亚、附近英国等已将这一技术广泛应用于工业生产中,而我国是近几年才开始大范围应用,中材淄博重型机械有限公司与北京焊博焊接材料有限公司共同研制的明弧焊堆焊板,是在普通Q235钢板上采用新型明弧堆焊药芯焊丝堆焊制成的新型复合耐磨钢板


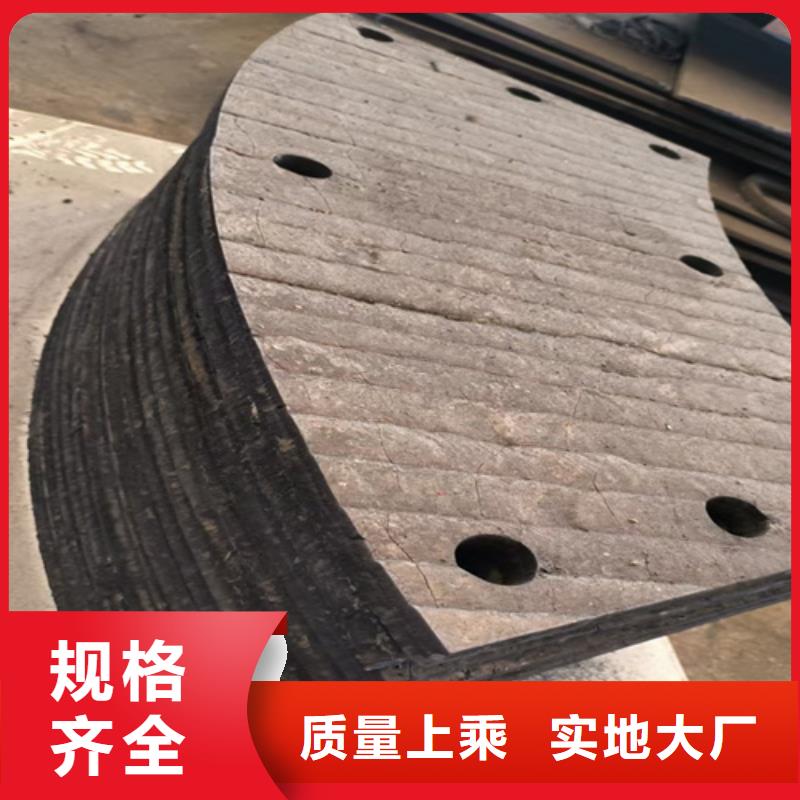
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



