





不锈钢工业园区内,是一家专业生产奥氏体、双相钢、尿素级不锈钢、超级不锈钢等系列的不锈钢管及管件,公司仓库常年备库存600余吨,且可提供各种不锈钢管焊接、钻孔、折弯、车床加工等服务。至德钢业已通过欧盟PED承压设备指令、 A级特种设备生产许可证,英国劳氏质量体系认证。公司不锈钢管产品广泛应用于石油化工、油井油田、太阳能多晶硅、海洋工程、造船、锅炉换热器、航天航空、环保设备、机械加工、汽车、医药食品、水电、核电、 尿素化肥、制冷、新能源装备等领域。 至德钢业拥有十几年的不锈钢管生产及深加工服务经验,主营产品材料有:304、304L、321、316、316L、316Ti、317L、347H 、310S、904L、254SMO、S31803、S32205、S32750等,产品规格有外径:6mm~830mm ,厚度:0.5mm~60mm。执行标准:GB、EN、DIN、ASTM、ASME等。公司技术力量雄厚,生产设备先进,检测设备齐全:拥有10T-450T冷拔机组生产线10条,LG30-LG 120型冷轧生产线5条。力学性能试验仪、涡流探伤系统、超声波探伤系统、水压试验系统、德国进口光谱仪等检测设备,以及配套的理化分析等设施,是国内同行业中生产与检测设备完善单位之一。公司始终秉行,诚经营,童叟无欺,企业理念,以合理的价格提供客户所需的产品及服务,以求达到双方共赢,持久合作。



钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。钢管两端应切成直角,并毛刺。
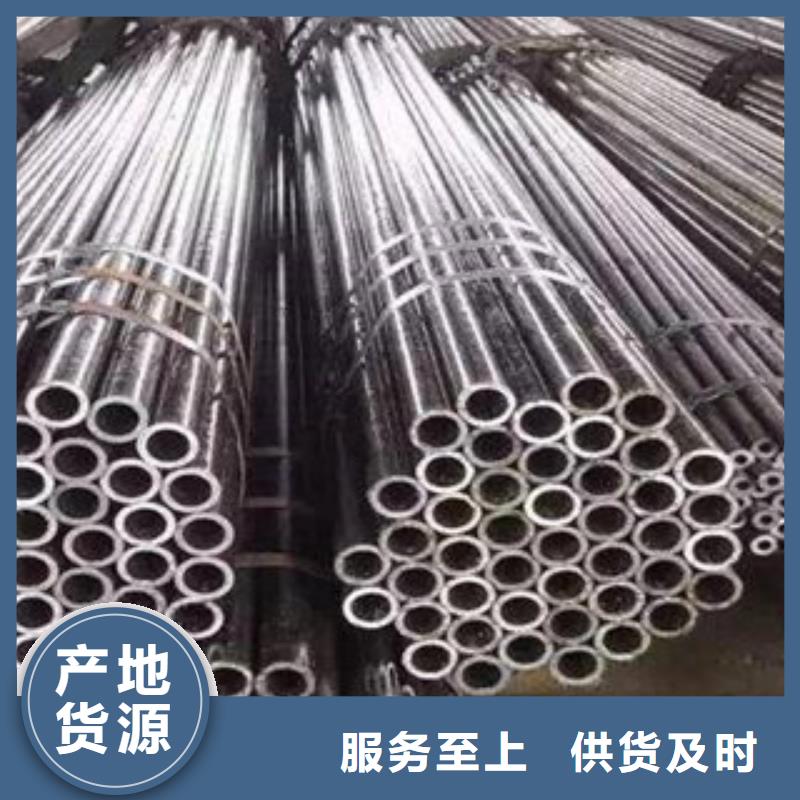
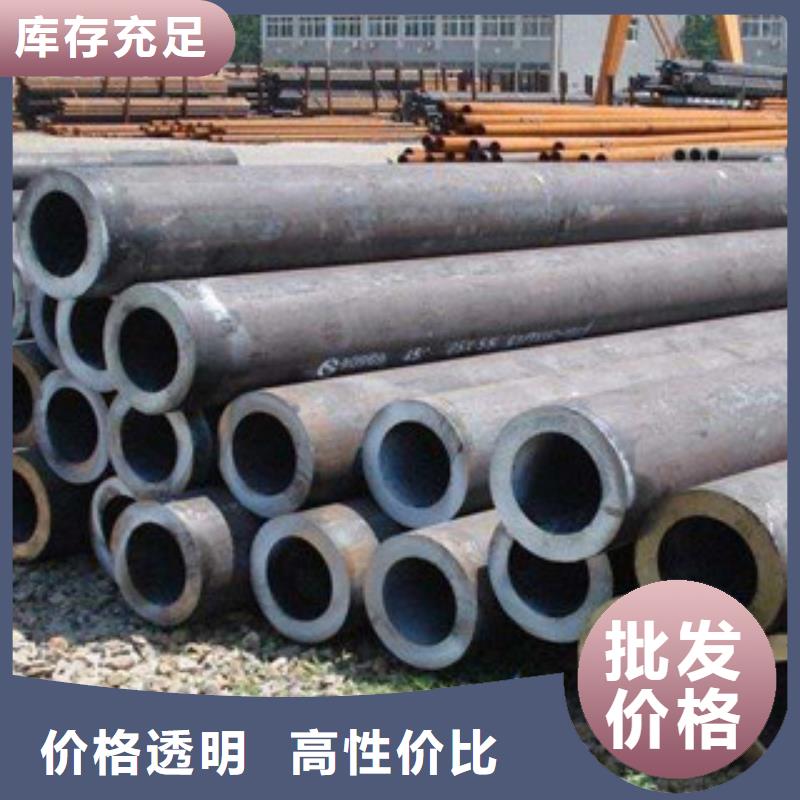
无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。



西双版纳巨朗实业有限公司座落于宝山区淞发路901。公司依靠的设备、成熟的材料及独特的堆焊新工艺,主要从事 不锈钢丝的研发、生产与销售公司通过IS09001质量管理认证体系认证。我们的专业团队将根据客户的实际需求,提出合理的建议、高品质的产品和提供有效的解决方案。
选择我们的产品与服务,我们将竭诚为您服务。



1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。



穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
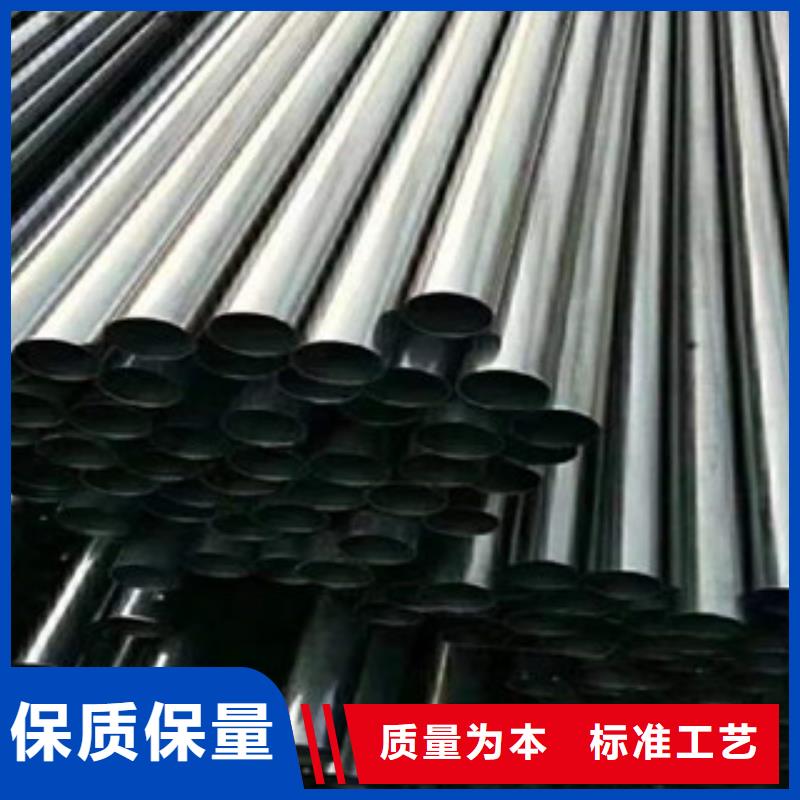
再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。

