



护栏不锈钢复合管栏杆合作共赢产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:护栏不锈钢复合管栏杆合作共赢的图文介绍
萍乡俊邦金属材料以雄厚的技术力量,精良的 不锈钢复合管护栏 先进设备,完善的制造工艺,严格的 不锈钢复合管护栏 质量管理体系,为用户提供优质可靠的产品,可靠的 不锈钢复合管护栏 产品质量,良好的售后服务,深受用户的好评, 不锈钢复合管护栏 产品覆盖广东、湖北、湖南、广西、大连、东北三省、四川、山东、等二十多个省、市自治区。



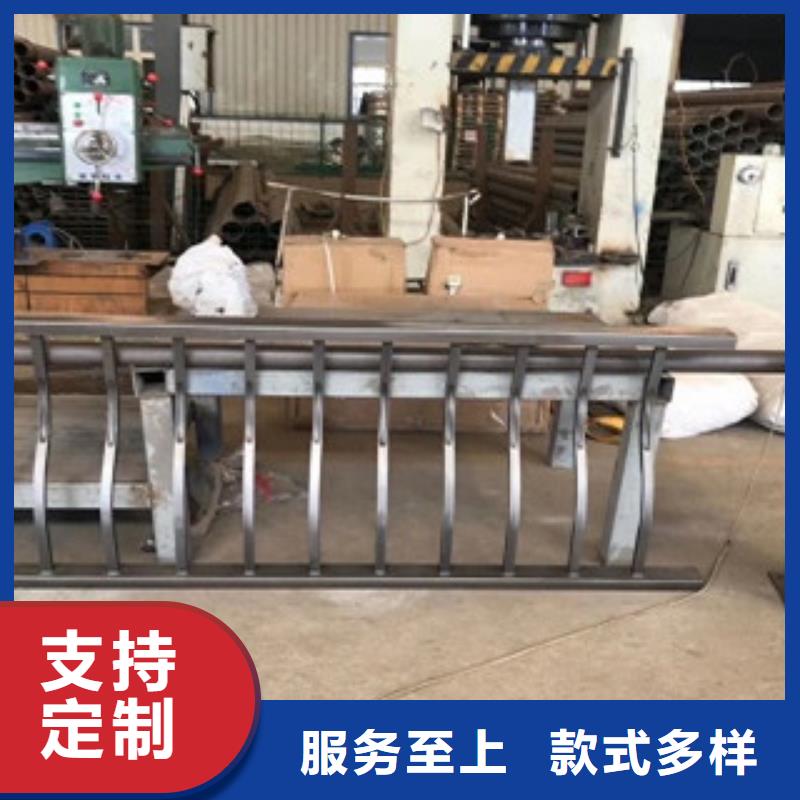
一般常见的护栏形式有混凝土护栏、波形梁护栏和缆索护栏。 桥梁护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。 现在,人们已充分认识到了在结构应用中使用不锈钢的优越性。 实际上,不锈钢是以全标准的金属形状和尺寸生产制造的,而且还有许多特殊形状,常用的产品是用薄板和带钢制成的,也用中厚板生产特殊产品。不锈钢的大多数使用要求是长期保持建筑物的原有外貌。在确定要选用的不锈钢类型时,主要考虑的是所要求的审美标准、所在地大气的腐蚀性以及要采用的清理制度。然而,其它应用越来越多的只是寻求结构的完整性或不透水性。在这些应用中,物主的建造成本可能比审美更为重要,表面不很干净也可以。在乡村和城市要想在户外保持其外观,就需经常进行清洗。在污染严重的工业区和沿海地区,表面会非常脏,甚至产生锈蚀。但要获得户外环境中的审美效果,就需采用含镍不锈钢。



复合管的离心铸造+热挤压(热挤压+冷轧)法:“离心铸造+热挤压”是一种新的复合管短流程制备方法,通过离心铸造生产空心复合管坯,然后加热、热挤压或热挤压冷轧,以及后续热处理等工序,获得成品复合管。它有效整合了离心铸造和热挤压两种方法的优点,缩短了生产工序,并实现了复合界面的完全冶金结合。其独特之处在于:他把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。 复合管的爆炸焊成型法:爆炸焊成型工艺是靠 爆炸产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。利用爆炸成型,覆层可小于0.2mm,熔合比小可达到5%;覆层紧密,产品适用性广。另外,利用爆炸焊可实现多种金属间的连接,有些是采用其他方法不能实现的。该方法的主要缺点是,界面非扩散冶金结合,对尺寸较长的复合管 量很难准确确定,而且具有一定的危险性。



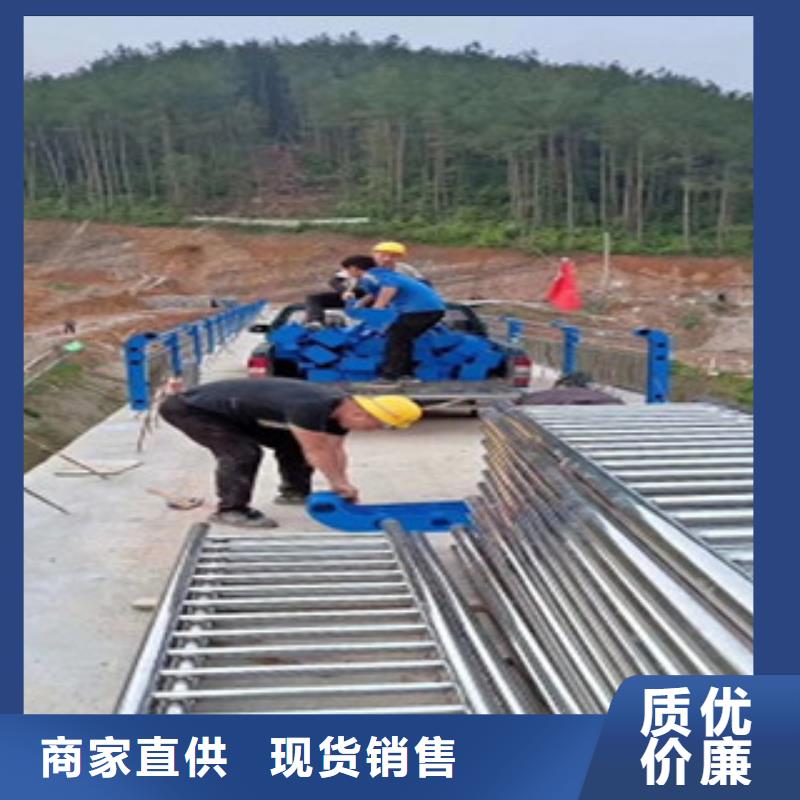
桥梁灯光护栏在施工时应注意哪些问题施工单位在进行安装时,应准确掌握各种施工图纸,对于是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。如果立柱打入过深时,不得将立柱拔出矫正,需将其基础重新夯实后再打入,或立柱位置。
防撞护栏作为公路上基本的交通设备,它对减轻事故的严重度,供给视野诱导,改善路途景观等起着重要效果,特别是对充分发挥高速公路、快速、经济、舒适的功能,具有特殊的意义。防撞护栏经过使用至今已有80多年的前史,各国经过多年来的实践和研讨,在护栏的结构、碰撞原理、设置准则、制造装置等方面积累了丰厚的经历。
防撞护栏作为公路上基本的交通设备,它对减轻事故的严重度,供给视野诱导,改善路途景观等起着重要效果,特别是对充分发挥高速公路、快速、经济、舒适的功能,具有特殊的意义。防撞护栏经过使用至今已有80多年的前史,各国经过多年来的实践和研讨,在护栏的结构、碰撞原理、设置准则、制造装置等方面积累了丰厚的经历。



用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。
