
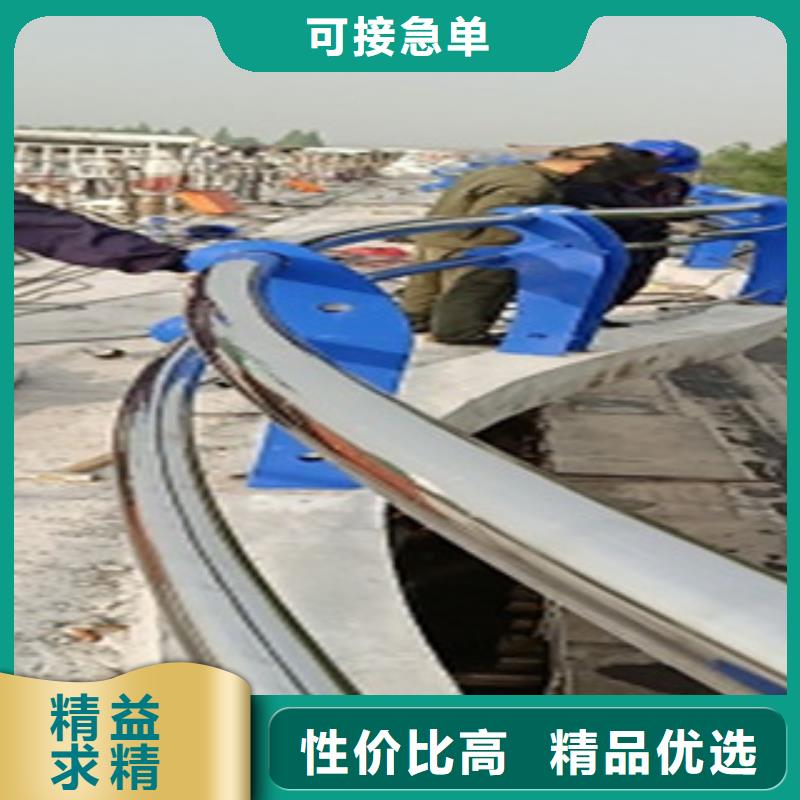


简约不浮华,不简单实用。我们的护栏桥梁护栏工厂价格产品视频用直观的方式展现产品的实用性和价值。
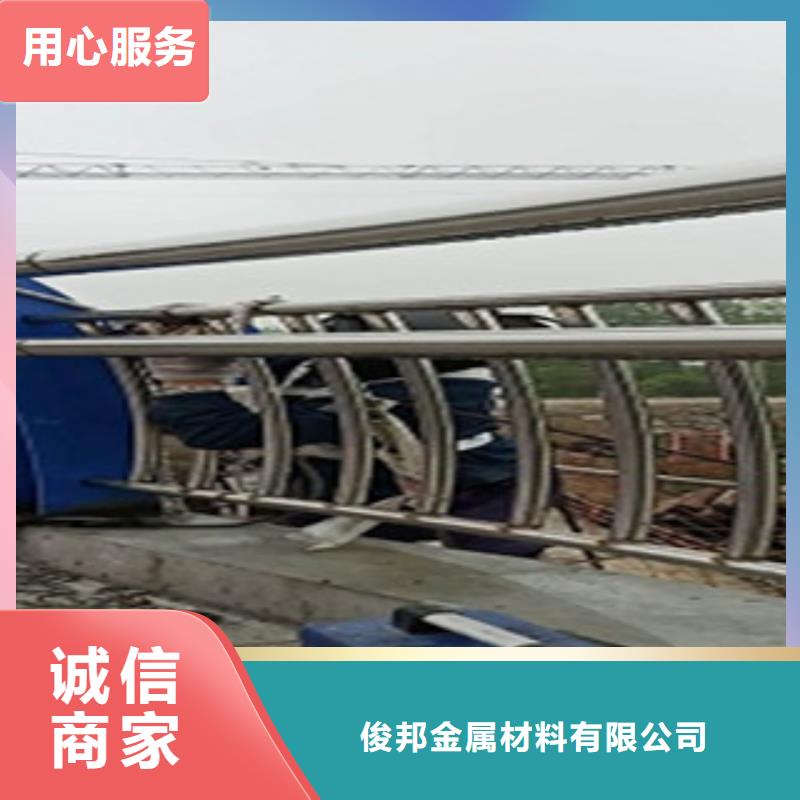
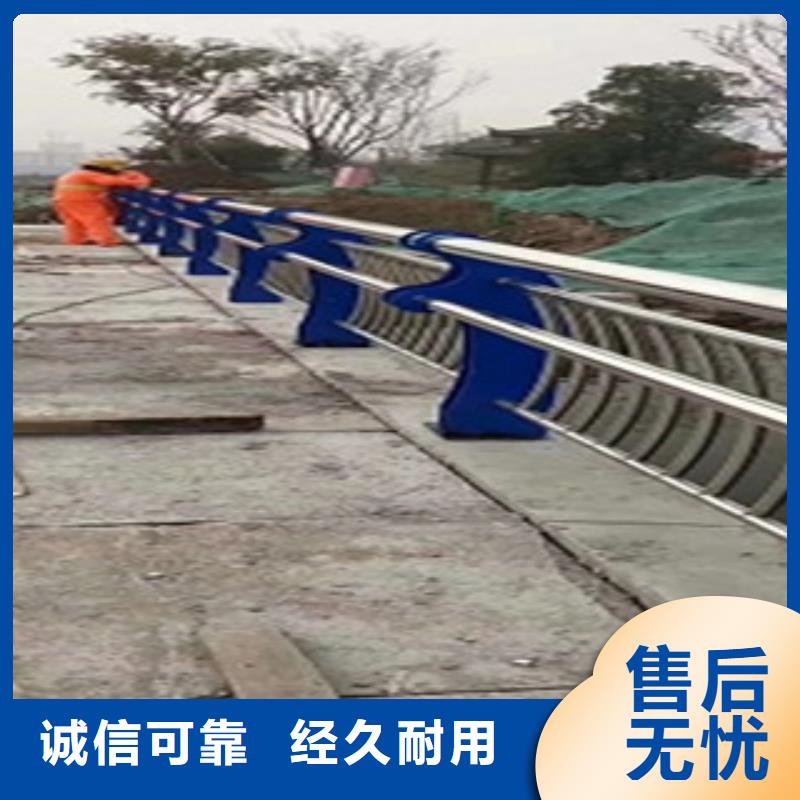
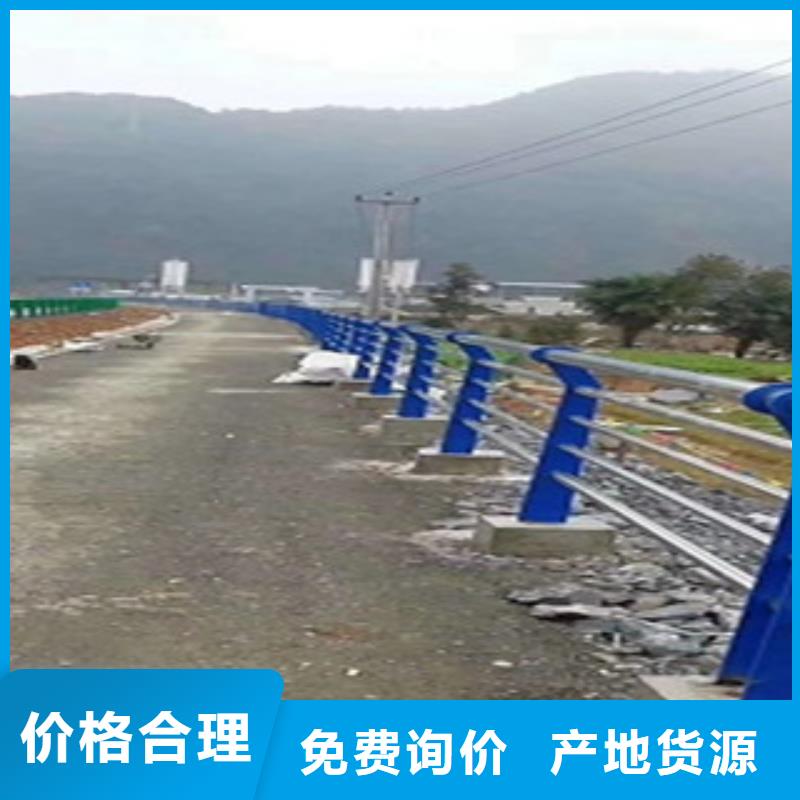
以下是:护栏桥梁护栏工厂价格的图文介绍
长沙俊邦金属材料有限公司将在实践中不断的深化学习、总结、借鉴同行 不锈钢复合管护栏 的先进技术经验,完善自身发展,制造更加完善的 不锈钢复合管护栏 产品,以满足新老客户的需求使用。




当然不管是在下面还是在上面的固定中,都是要进行过预拼装以后,如果检查了所有的数据都是很准确的,没有存在偏差的时候,可以进行焊接和固定了。而在固定中有预埋自然是直接焊接进行固定了。如果开始没有预埋的话,就与楼梯上的安装是一样的,采用膨胀螺栓来进行固定,而在膨胀螺栓进入到了结构体以后,同样会保证到具体的质量不会有任何的影响。这其实也是在施工中需要进行监督和检验的,尽量使用十毫米直径的膨胀螺栓,在效果方面会更好一些。 在将扶手之间进行固定时,建议是在立柱全部都已经固定好了以后,才将与安装好的整个扶手栏杆进行焊接。这样也是保证了在整体方面是以地面或者是结构体为主体的。在实际的效果方面也会体现出更好的一面。从现在的实际的安装中我们会看到很多专业公司在与地面的链接方面看的很重要,在具体到使用什么样的预埋件或者是膨胀螺栓的话,都会进行准确的计算以后,才进行确定,这在质量方面会更加有保证。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。


