


我们的C276法兰HastelloyC-276哈氏合金无缝管专业生产设备产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:C276法兰HastelloyC-276哈氏合金无缝管专业生产设备的图文介绍


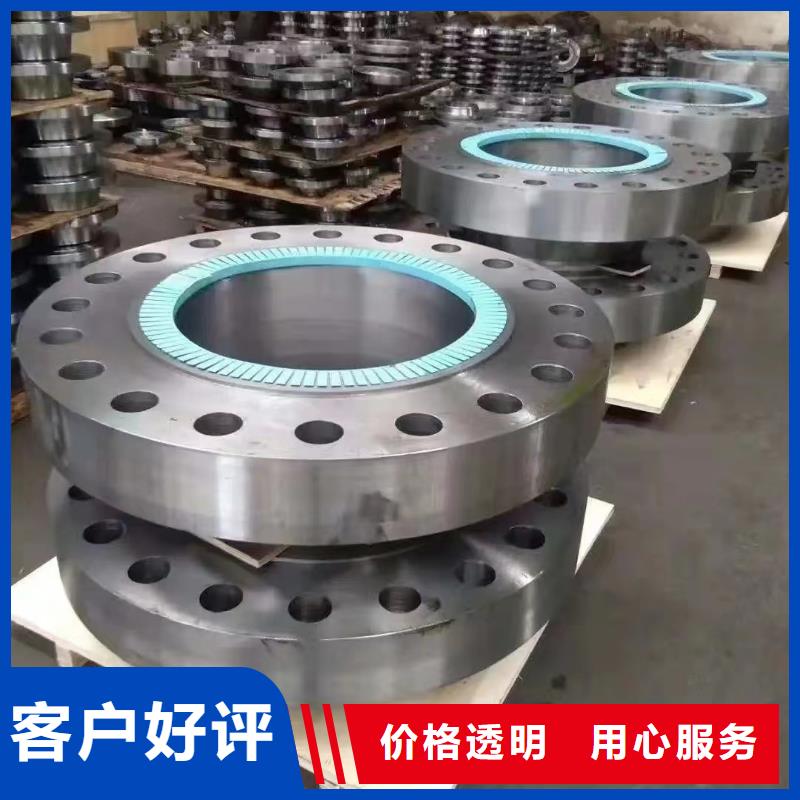
C276法兰锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、当地加热、当地成形、当地锻后冷却。锻造的工艺方法有自由锻、当地模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、当地小批生产的锻件。自由锻设备有空气锤、当地蒸汽-空气锤和水压机等,分别适合小、当地中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、当地拔长、当地冲孔、当地弯曲和切断等。1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、当地横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、当地连杆等。3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6. 切割 分割坯料或切除料头的锻造工序。



舟山泰州沃盛特材拥有 HastelloyC-276哈氏合金无缝管研发、生产、营销、质检、物流仓储等完整的管理体系。立足于国内市场,以的品质和服务为广大用户提供值得信赖的 HastelloyC-276哈氏合金无缝管产品。 HastelloyC-276哈氏合金无缝管产品不断创新,及时满足市场需求。公司在合肥、上海和深圳建立了三个 HastelloyC-276哈氏合金无缝管生产基地,组建了遍及全国的销售服务网络。 专业成就品质,科技引领未来。公司本着“品质优异、客户至上、诚实守信、和谐发展”的经营理念,愿与海内外客户精诚合作,共赢发展。



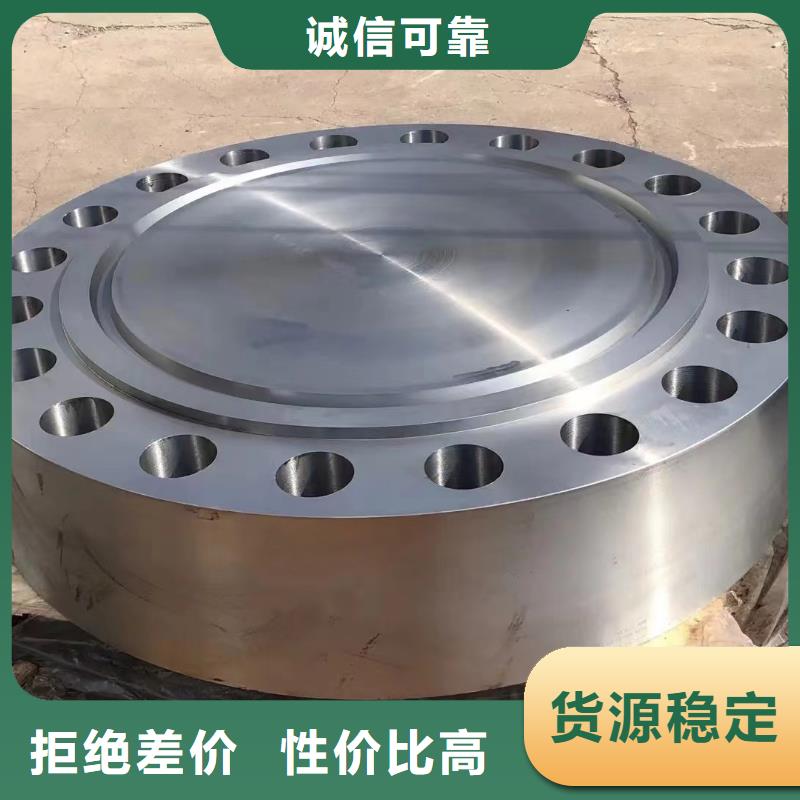
首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:① 将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;② 将金属模具预加热到800-900℃保持恒温;③ 起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;④ 铸件自然冷却到800-900℃保持1-10分钟;⑤ 用水冷却至接近常温,脱模取出铸件。C276法兰



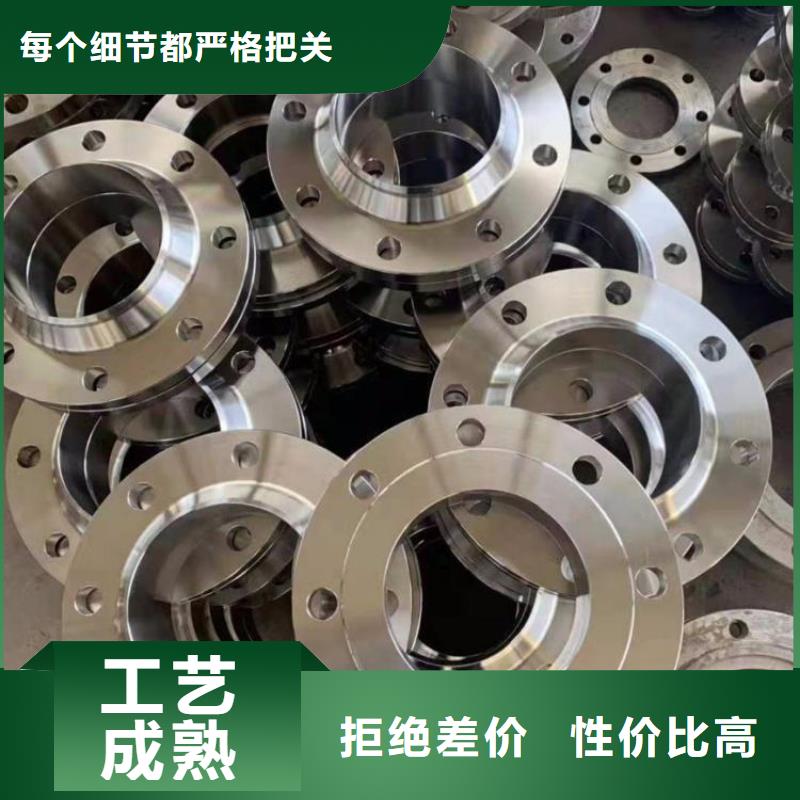
C276法兰国标法兰英文(National standardflange)是指按中华人民共和国 标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。国标法兰标准由中华人民共和国 质量监督检验检疫总局和中国 标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的推荐性标准。法兰法兰GB/T 9112~9124-2010一共包括了以下13项标准:代替了国标GB/T9112-2000;GB/T10745-1989标准GB/T 9112-2010 钢制管法兰类型与参数GB/T 9113-2010 整体钢制管法兰GB/T 9114-2010 带颈螺纹钢制管法兰GB/T 9115-2010 对焊钢制管法兰GB/T 9116-2010 带颈平焊钢制管法兰GB/T 9117-2010 带颈承插焊钢制管法兰GB/T 9118-2010 对焊环带颈松套钢制管法兰GB/T 9119-2010 板式平焊钢制管法兰GB/T 9120-2010 对焊环板式松套钢制管法兰GB/T 9121-2010 平焊环板式松套钢制管法兰GB/T 9122-2010 翻边环板式松套钢制管法兰GB/T 9123-2010 钢制管法兰盖GB/T 9124-2010 钢制管法兰
