




无需繁琐的文字描述,观看我们的视频,让钢板合金管为您提供一站式采购服务产品一览无余!
以下是:钢板合金管为您提供一站式采购服务的图文介绍

复合耐磨板是应用粉末冶金复合技术和硬堆焊工艺,通过碳极电弧和堆焊专用设备,在塑性很好的普通低碳钢或低合金钢板上堆焊高硼系合金铸铁材料制作而成,并可依客户要求和不同工况条件制 作出不同厚度复合耐磨层,复合耐磨层由于是电弧熔接应力分散,表面产生细裂纹,此裂纹不会扩散至基板,不影响耐磨性能,此 制作。
复合耐磨钢板生产快速
复合耐磨钢板综合性能如下:
1、超常抗磨性能比:磨损试验表明碳化铬堆焊耐磨复合钢板的耐磨性比普通钢板高10-30倍,比铸造不锈钢、高锰钢高5倍,比铸态高铬铁高1倍,与陶磁大致相等。HRC≤63


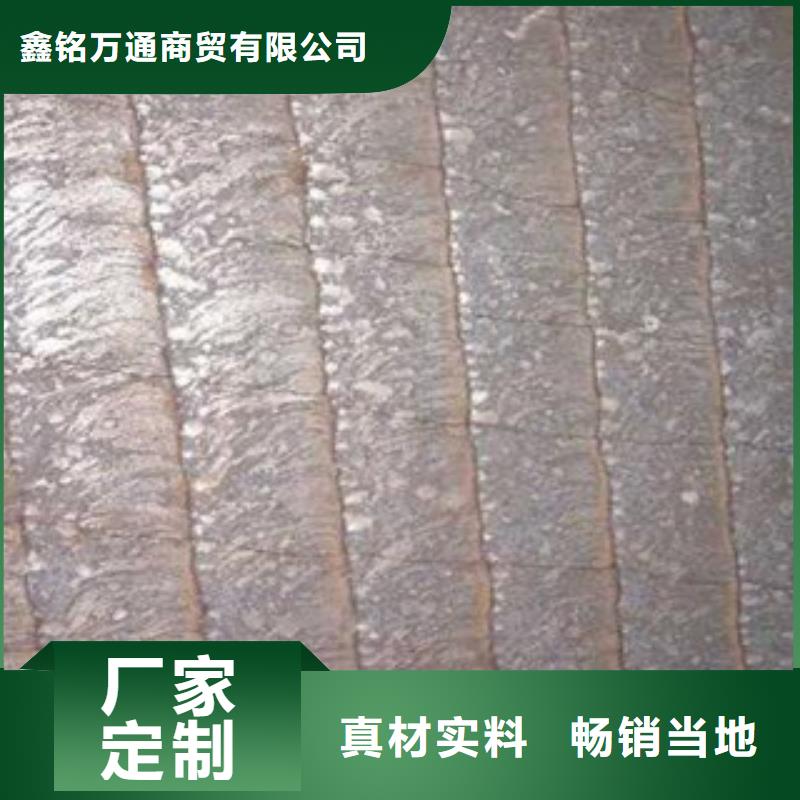
如果堆焊复合耐磨板表面出现裂纹,那么这个裂纹是否会对焊接效果产生影响?实践表明,堆焊复合耐磨板表面出现裂纹是正常现象,没有裂纹则是不符合技术要求的,但我们希望堆焊复合耐磨板的堆焊层表面裂纹应该是:数量多、外形小,分布呈无规律弥散状,裂纹的深度仅局限在堆焊层之内。国外有关堆焊复合耐磨板的技术文献中也标明:每平方英寸内应出现至少一条裂纹。堆焊复合耐磨板表面有裂纹是允许的,但不得深入母板。上述对堆焊层裂纹的规定,其主要目的为保证堆焊复合耐磨板堆焊层的耐磨性以及在实际使用中的性。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。



娄底鑫铭万通商贸成立以来,一直秉承“做好自己、做好 酸洗磷化无缝管产品、同心同德共创美好生活 ”的经营理念,持续关注技术研发和制造技术,向社会提供创新优质 酸洗磷化无缝管产品,为人类创造、便捷、舒适的生活。



为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。



