





想知道钢筋锯切套丝生产线常用指南产品为何如此受欢迎?观看视频,答案自在其中。
以下是:钢筋锯切套丝生产线常用指南的图文介绍
崇左建贸机械 有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“崇左质量奖”、“崇左产品”、崇左“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 钢筋切断机设计理念和制造技术的基础上,全力对 钢筋切断机进行改型设计,与国际同类产品接轨,占领市场制高点。



数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
金属带锯床常见毛病及处理方法



金属带锯床断带的原因及措施:断带原因分析及故障处理 1.上导向块间隙不合适,卧式金属带锯床,对锯背抵压过重,使锯带齿根处张力过大产生裂纹导致断带。检查方法:调整好两 的切点,使与两锯臂夹缝在同一水平线上,金属带锯床品牌,锯背与轮肩保持一定距离,以不切断纸为宜;用一直尺沿夹好的锯带方向在锯臂中间测量,吻合度在0.1~0.2mm之间,并且确定锯背与导向块完全吻合;导向块活动套间隙为0.5mm。 2.导向块磨损造成锯背磨损,使锯带背部产生裂纹导致断带。导向块合金有明显磨痕及凹槽,锯背有不规则划伤并在划伤处断裂,要经常检查。 3.夹紧块因过紧或过松而磨损,使锯带侧面划伤。过紧增加锯带的负荷使之断裂;过松可使锯带走偏或锯口有波纹。



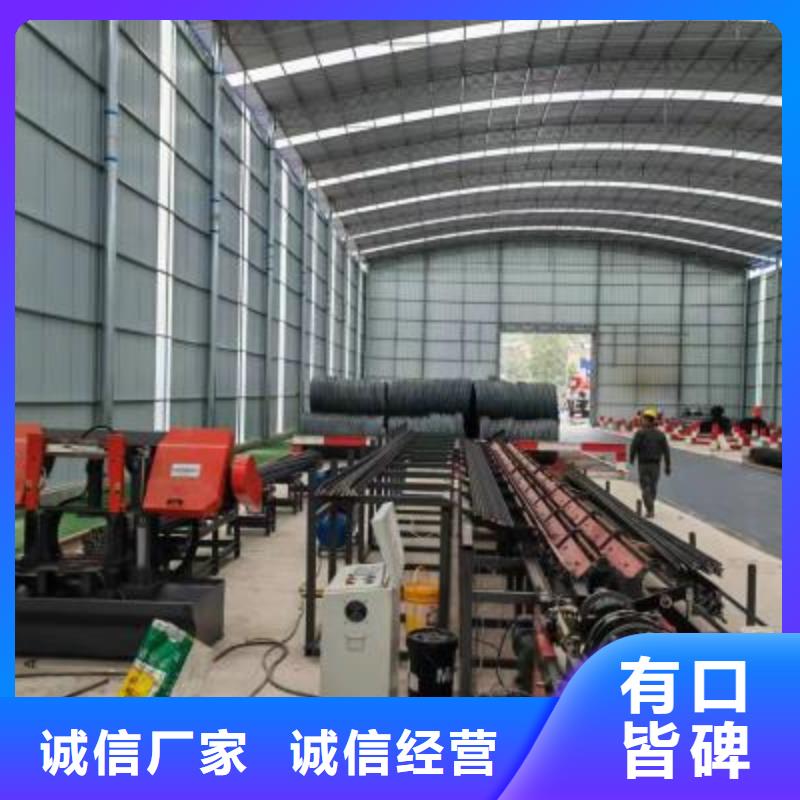
数控钢筋锯切套丝生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。
