




复合管景观护栏展鸿护栏实体厂家视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:复合管景观护栏展鸿护栏实体厂家的图文介绍
热镀锌桥梁护栏二、施工方法:1、测量定位放线:根据图纸坐标放出防撞护栏的中线,由中线来确定防撞护栏模板边线,测量在防撞护栏预埋筋上标出防撞护栏的标高,由此来控制防撞护栏的钢筋及模板的标高。2、钢筋绑扎:为确保钢筋加工质量,在加工场地进行统一加工制作,运至施工点。现场操作人员根据测量所放中线和标高点,每隔5m焊接一固定箍,在固定箍之间通拉麻线,其余钢筋根据麻线所控制范围来绑扎,绑扎完毕后统一进行焊接,单面焊焊缝长度不小于10d。3、埋件安放:埋件采用A3钢,由厂家加工。埋件尺寸为:240×240×6mm,下预埋φ20地脚螺栓与钢板连接。防撞护栏钢筋绑扎完毕后,即可进行钢柱预埋件安装。安装时埋件预埋筋与防撞护栏钢筋先绑扎,待模板支设完毕,再调整埋件标高,埋件与模板上口齐平,埋件预埋筋与防撞护栏钢筋螺栓连接。4、模板支设:测量放线完毕后,现场施工人员立即对已完箱梁主体进行检查;对翼缘板处超出规范要求的混凝土进行人工凿出,直至满足模板支设的要求;为防止混凝土浇筑时漏浆,防撞护栏内侧模板下做一条砂浆带,对已完梁面高程大于设计高程的采取人工凿除,直至满足下道工序施工要求。


热镀锌桥梁护栏20世纪初期,悬臂梁桥曾风行一时,如1901~1909年美国建造的纽约昆斯堡桥,是一座中间锚跨为190米、附近悬臂为 150和180米、附近无悬跨、附近由铰联结悬臂、附近主跨为300米和360米的悬臂梁桥。1900~1917年建造的加拿大魁北克桥也是悬臂钢桥。1933年建成的丹麦小海峡桥为五孔悬臂梁公路铁路两用桥,跨径为137.50+165+200+165+137.5米。
1896年比利时工程师菲伦代尔发明了空腹桁架桥。比利时曾经造了几座铆接和电焊的空腹桁架桥。
钢筋混凝土桥 1875~1877年,法国园艺家莫尼埃建造了一座人行钢筋混凝土桥,跨径16米,宽4米。1890年,德国不莱梅工业展览会上展出了一座跨径40米的人行钢筋混凝土拱桥。1898年,修建了沙泰尔罗钢筋混凝土拱桥。这座桥是三铰拱,跨径52米。图8[ ]为三铰拱、附近桥示意图。1905年,瑞士建成塔瓦纳萨桥,跨径51米,是一座箱形三铰拱桥,矢高5.5米。1928年,英国在贝里克的罗亚尔特威德建成 4孔钢筋混凝土拱桥,跨径为110米。1934年,瑞典建成跨径为181米、附近矢高为26.2米的特拉贝里拱桥;1943年又建成跨径为264米、附近矢高近40米的桑德拱桥(图9[瑞典桑德拱桥示意图])。



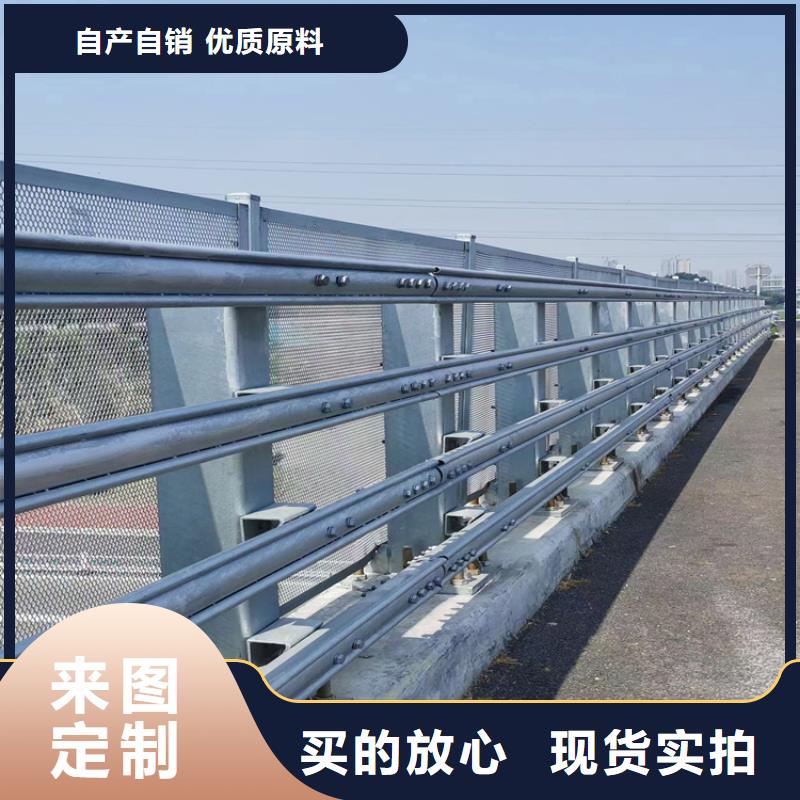
热镀锌桥梁护栏、桥梁防撞护栏供应厂家知识桥梁护栏立柱-不锈钢复合管规格不锈钢复合管产品具有外观美、强度高、耐腐蚀、价格低廉等优点广泛运用于市政建设方面的道路桥梁装饰工程、园林绿化工程、防护工程、景观建设工程、建筑装饰方面的防盗门窗、钢结构网架以及医疗器械、干燥设备、纺织机械等,均已得到市场与用户的衷心认可。不锈钢立柱简介:不锈钢立柱,由不锈钢板经高精度数控设备切割而成,可以切割出各种形状,再钣金加工;立柱表面处理可选择拉丝、哑光、镜面等,立柱的款式众多,可以根据客户要求定制各种规格的款式。镀锌喷塑立柱简介:镀锌喷塑立柱,由Q235钢板经高精度数控设备切割而成,可以切割出各种形状,再钣金加工;立柱表面酸洗处理后镀锌,镀锌完成后再静电喷塑,高温烤制而成。可以根据客户要求定制各种款式及颜色复合桥梁护栏的作用是比较广泛的,它的作用和各种的用途都是不一样的,对于不锈钢桥梁护栏的安装和建造的时候要注意各种的安装环境,安装的时候要与环境进行相适应,实现它不同的价值才行。不锈钢桥梁护栏要求的环境比较高,只有满足它的环境之后才能够进行它的使用和性能的发挥。在不锈钢桥梁护栏的安装,制作,设计的时候如何与环境更加适应呢?在这里我们给大家进行详细阐述这个问题:



东莞聚宜兴金属制品有限公司是一家集设计、生产、销售为一体的公司,在日益竞争激烈的市场中,以其新颖的款式、稳定的质量、周到的服务、及时的交货、具备有竞争力的性能价格比,赢得了各行业市场上的高度评价。公司主要产品包括 复合管防撞栏杆、不锈钢复合管厂家、碳素复合管厂家、镀锌静电喷塑护栏管厂家等。公司秉持“同等质量比价格、同等价格比质量”的务实理念,热忱欢迎有需求的客户与本公司接洽,本公司愿与客商建立长久的互惠互利的商贸关系,寻求共同发展。“优质的产品,满意的服务”是我们的经营理念,“ 诚信经营,真诚服务”是我们不变的承诺,“便捷、可靠、值得信赖”是我们追求的目标!



热镀锌桥梁护栏Igrr"NuDZ ?
2)拼接时,H钢下用枕木垫平,是在地形平整场地用建筑线校对垂直度,将型钢拼接处用砂轮机或气割加工成坡口然后点焊成形,其焊道长100m。 Sjv_% C ¥ ?
3)焊工必须持有上岗操作证,并有多年的焊接工作经验。 M*mTd{Abi ?
5)施焊电流为180-250A,根据施焊情况,可适当调整焊接电流,使母材与焊条熔结。 Y,n&g45m ?
6)控制焊接速度,使熔池中的气体完全逸出避免焊道气孔产生,而使焊缝厚度均匀一致。 :"{("!x ?
7)清渣,当整条焊道焊完后,需熔渣,如发生夹渣及裂纹需铲除重新焊接。 G LU7?2`t ?
8)为防止焊接变形,在施焊过程中采用对称焊或者逆反方向焊接,尽量缩短焊接时间拼接钢柱焊缝可采用间隔约40mm焊道长100mm进行施焊。


