

贵州六盘水
T2紫铜片止水市场价格<2024已更新(今日/动态)视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:贵州六盘水
T2紫铜片止水市场价格<2024已更新(今日/动态)的图文介绍
")
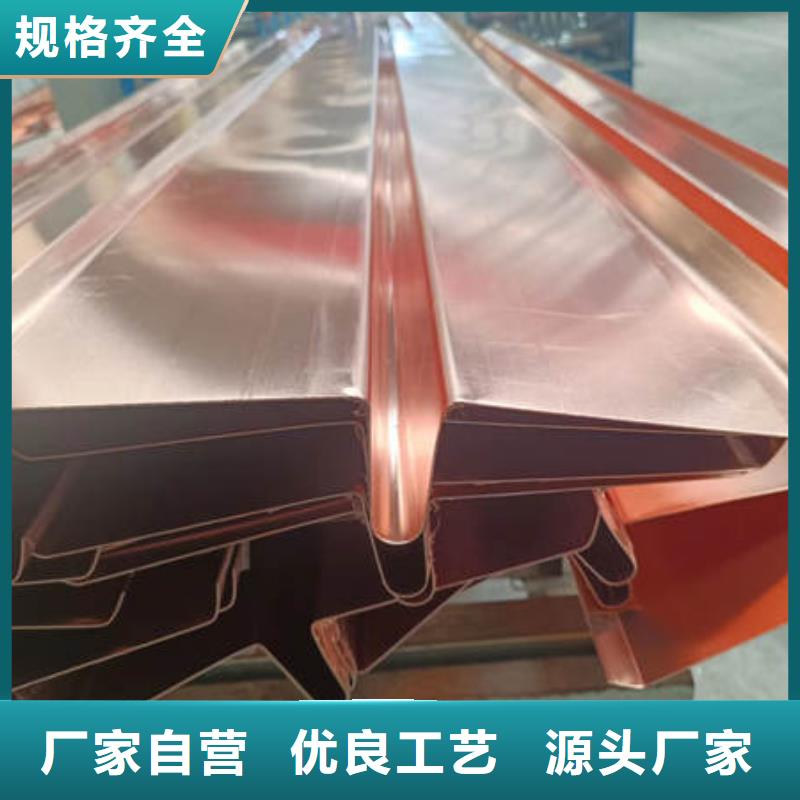
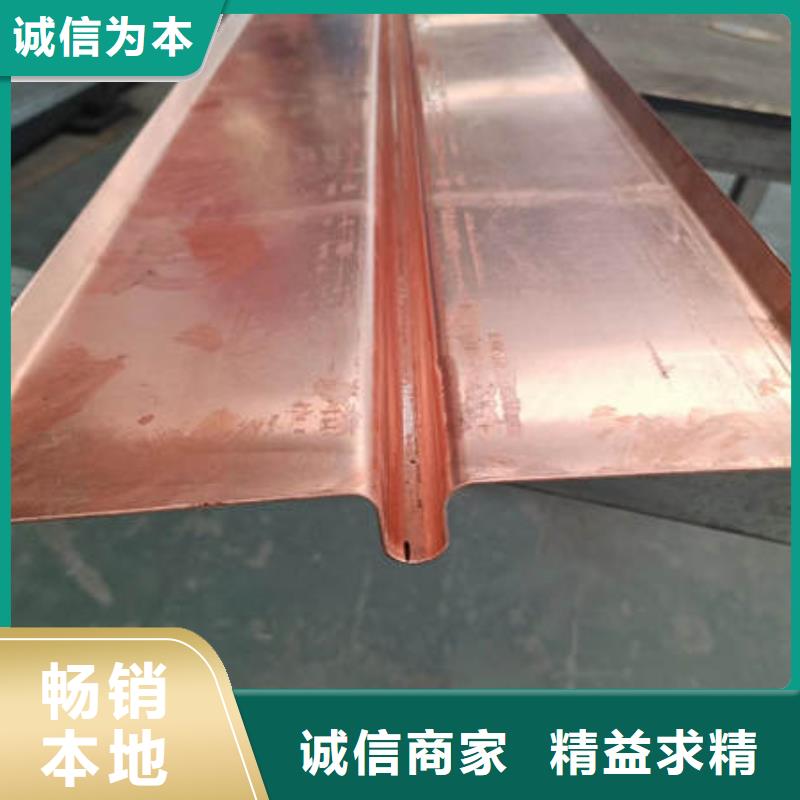
纵剪工序容易产生的表面质量问题主要有表面擦伤、划伤及边部毛刺。擦划伤一方面与来料的卷紧度及卷取料的张力有关;另一方面由于纵剪的初始张力大多采用气垫压板的张力形式,该张力中毛毡或无纺布与带材直接接触且为滑动摩擦,因此一旦毛毡或无纺布上黏有铜屑、渣等物均会造成带材表面划伤.另外张力辊也同样会由于黏有铜屑等对带材造成划伤。止水铜片 在纵剪剪切中,带材边部会有毛刺,当剪床、剪刃的精度较高,剪刃间隙调整较好时毛刺较小,否则剪切毛刺较大,甚至超过0.1 mm,这些毛刺在通过气垫压板毛毡时,可能会由于摩擦力原因残留在毛毡上,这些毛刺同样会对带材表面产生划伤。另外当剪切工具匹配和调整不合理时,还容易出现剪刃压痕.剪刃压痕同样是用户不能接受的表面缺陷。
")
")
热轧是加工的首道工序,也是表面质量控制的关键工序。在加热阶段,炉内气氛、温度、加热时间及接触炉底的质量均对带坯质量有明显影响。加热、热轧工序造成的表面缺陷也较为严重,主要表现在加热延时造成氧化皮偏厚、炉底氧化渣压入铸锭及热轧爆皮效果差等;铣面工序如果铣不净、漏铣、刀花大等,都会直接引起带材表面出现起皮、掉渣和孔洞等现象。止水铜片 控制炉内气氛、严格执行加热工艺、定期检查和及时维护炉底,是减少铸锭严重氧化、氧化渣压入及晶粒粗大的关键.在铣面时,铣刀刀片质量、一致性、铣刀的振动以及减少铣屑压入等都是铣面质量的关键,同时严格铣面工艺,控制铣削速度以解决刀花大等问题.对局部未洗净的氧化坑等在轧制时应进行打磨修理,以带坯整体质量.另外对铣面的带材应重视卷取质量,防止层间存在间隙,在吊运等过程中会因层间错动造成表面划伤,表面质量留下隐患.也可以采用层间衬纸或其他耐磨柔性材料(如蛇皮布、无纺布等)的方式减少层间擦划伤,层间滑动对带坯表面的损伤。
")
")
")
六安晶凯工程材料有限公司拥有研发中心和 【紫铜止水带】产品质量检测中心,并与全国十几家科技设计单位、大专院校建立了密切的协作关系。 【紫铜止水带】产品营销网络遍布全国,在北京、广东、内蒙、江苏、湖北、山东等地区设有分公司和直销仓库。新的世纪,六安晶凯工程材料有限公司以雄厚的经济技术实力,优良的 【紫铜止水带】产品品质,追求客户满意服务的经营理念,铸造中国 【紫铜止水带】新形象。公司董事长携全体员工愿与海内外朋友真诚合作,共绘宏伟蓝图,共创辉煌!
")
")

")
")