
为了让您更地了解我们的螺旋管承插口螺旋钢管大库存无缺货危机,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:螺旋管承插口螺旋钢管大库存无缺货危机的图文介绍


螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
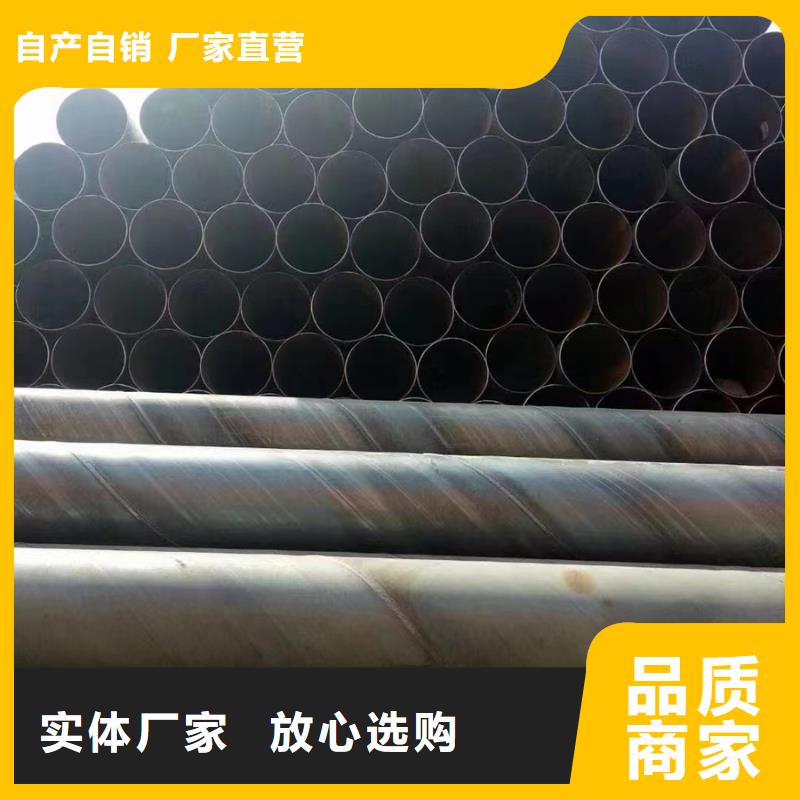
螺旋管在夏季下线后需要注意的问题:
1、螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。



我们公司是一家专业研发、销售和生产 TPEP螺旋管。公司以创新产品和高端技术应用为导向,不断提供高品质产品和超值客户服务。公司研发生产的产品包括: TPEP螺旋管,得到了客户的一致认可,同时也为公司树立了良好的品牌形象,拥有了较好的知名度。 经营理念:凝聚科技创新力量,创造美好明天。



螺旋管对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机,检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
螺旋管分析焊接区的常见缺陷:
螺旋管埋弧焊焊接区易产生的缺陷有气孔、热裂纹、和咬边等。
1、螺旋管气泡:气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式,隐藏在焊缝金属内部,所以,这种缺陷的措施是:首先,一定要焊丝和焊缝的锈、油、水分及湿气等物质,其次,是一定要很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。



今日螺旋管原材料价格小幅上涨,受原料价格影响螺旋管管厂出厂价格也随之上调。目前南京地区焊镀管市场,受前期跌价影响价格有一定幅度下跌,出货情况欠佳。据当地钢贸商反映,近期市场需求疲态再现,出货量大幅缩减。由于上游原料以及管厂频频下调价格,整体市场心态偏悲观,商家对后市多不看好。部分商家表示,库存方面也在降库处理,按需补货,谨慎操作。总体看来,预计短期内南京焊螺旋钢管等钢材市场,价格将稳中下行运行为主。



三月份螺旋管市场呈现库存上升拐点,较往年提前而下降,拐点较往年延后的局面,当前库存水平已经超过历年同期高点,这给钢铁价格造成一定压力。贸易商恐慌心理加重,可能会低价抛现货,从而螺旋管降低库存,而现货价格下降,又会压制期货价格。
螺旋管经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。螺旋管将带钢送入焊管机组,带钢由多个轧辊轧制,并逐渐卷起形成一个开口间隙的圆管坯。调节挤压辊的减小量,以将焊接间隙控制在1-3mm,并使接头的两端齐平。
螺旋管的主要工艺特点:螺旋管的特点及应用在成形过程中,钢板变形均匀,残余应力小,表面不划伤。加工后的螺旋管,在直径和壁厚的尺寸和规格范围上,具有较大的灵活性,特别是在生产厚壁螺旋管,尤其是中厚壁管方面。