

我们为您呈现了一部精彩绝伦的大型构件切割地址产品视频,让您感受产品的独特之处。
以下是:大型构件切割地址的图文介绍

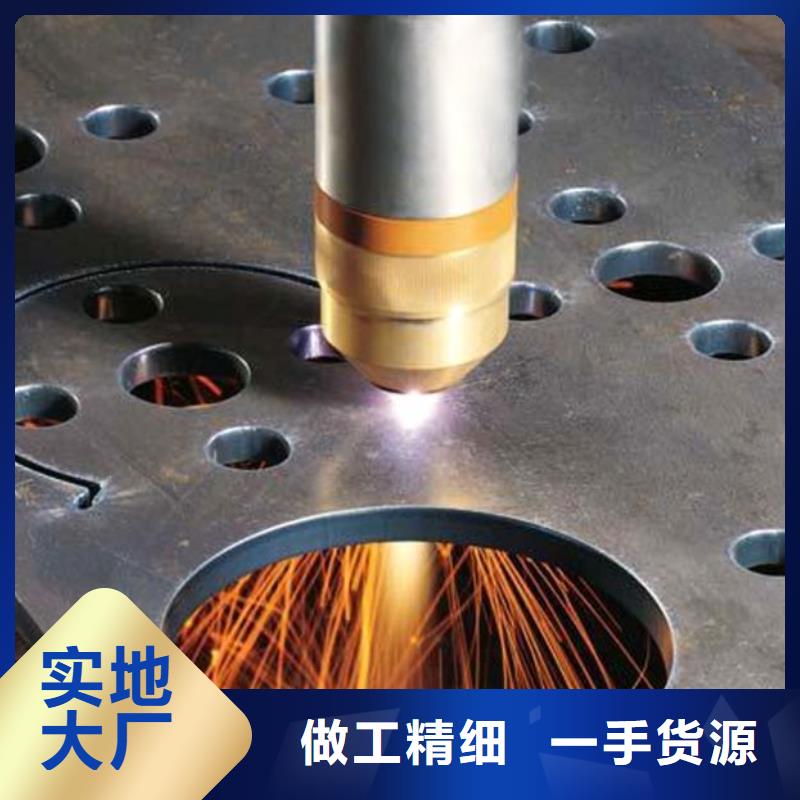
气化切割
激光束焦点处功率密度非常高,可达106W/cm2以上,激光光能转换成热能,保持在极小的范围内,材料很快被加热至气化温度,部分材料气化为蒸汽逸去,部分材料被辅助气体吹走,随着激光束与材料之间的连续不断的相对运动,便形成宽度很窄(如0.2mm)的割缝。这种切割方法的功率密度在108W/cm2左右。一些不能熔化的材料如木材、碳素材料和某些塑料即通过这种方法进行切割。
激光氧化切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
大润激光切割打孔钢板折弯欢迎您的来电


贵阳亚电物资是 异型钢管行业中的前排企业,品种主要有: 异型钢管。“重质量,讲信誉,奉顾客为上帝”是我们的企业宗旨;“贴心服务,创造高质量的办公环境”是我们的永恒追求!本公司始终坚持以人为本,科技创新的主导思想,不断引进技术人才和管理人才,以质取胜,以诚取信,依靠精良的技术力量,科学的管理模式,完善的服务体系,欢迎各界朋友莅临参观、指导和业务洽谈。




氧化切割
与熔化切割不同,激光氧化切割使用活泼的氧气作为辅助气体。由于氧与已经炽热了的金属材料发生化学反应,释放出大量的热,结果是材料进一步被加热。
材料表面在激光束照射下很快被加热到燃点温度,与氧气发生激烈的燃烧反应,放出大量热量,在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔周围被熔化的加工材料所包围。
燃烧物质转移成熔渣,控制氧和加工材料的燃烧速度,氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。但是 ,如果氧气速度过快,将导致割缝出口处的反应产物即金属氧化物的快速冷却,对切割质量造成不利影响。
切割过程存在两个热源:激光束照射能和化学反应所产生的热能。据估计,切割碳钢时,氧化反应所产生的热能占切割所需能量的60%。
在氧化切割过程中,如果氧化燃烧的速度高于激光束移动的速度,割缝将变宽且粗糙,反之,如果移动速度慢,则割缝窄而光滑。
大润激光切割打孔钢板折弯欢迎您的来电


山东大润激光切割打孔钢板折弯有限公司
作为山东激光切割厂家,主要从事聊城激光切割加工等区域不锈钢,普板装饰产品。是一家主要从事管材激光切割装、饰图案切割、不锈钢工程装饰、机械零部件切割,圆管镂空切割,精密钣金加工、机箱机柜制作、机械外协加工、不锈钢板切割的生产型企业,同时还有数控折弯机(精度0.05mm)、焊机、喷涂、数控冲床等设备。
本公司配有产品设计与开发团队,具有独立的模具设计及开发能力。我们承接金属零部件切割、雕刻、打标等不锈钢加工,订做机箱机柜等成型业务,欢迎来电、来图、来样加工。
欢迎恁的光临



