



【新品发布,视频先行!】澳门高密度聚乙烯土工膜特点结构产品,等你来探!
以下是:澳门高密度聚乙烯土工膜特点结构的图文介绍

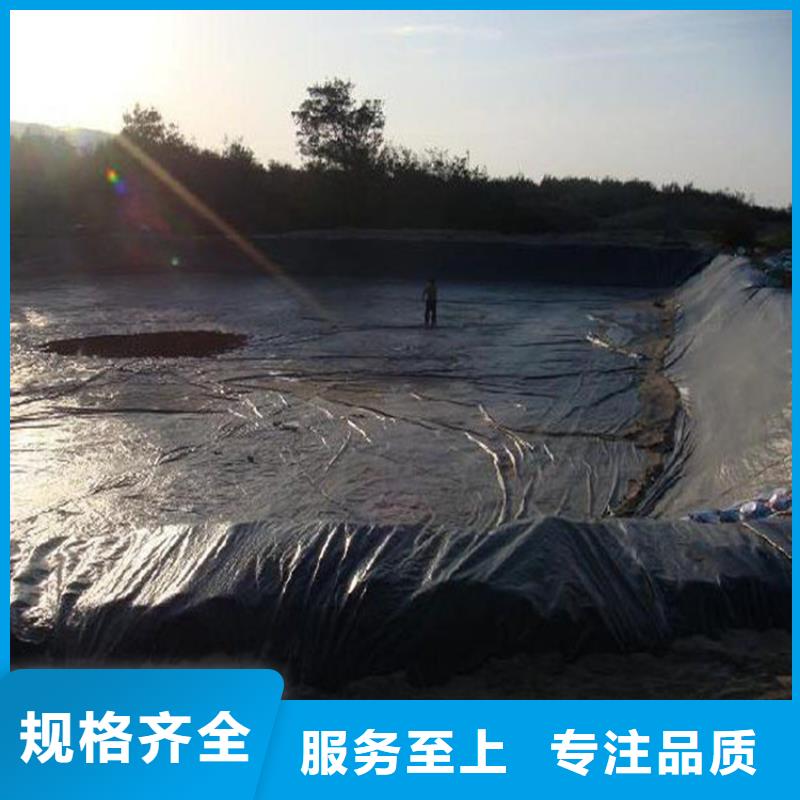
轧花成糙法及技术轧花成糙法是将润滑面土工膜经过预热后经过轧花辊轧花,冷却后构成糙面土工膜的办法。轧花成糙法与喷丝加糙法相同,归于二次成型,将润滑面土工膜进行预热轧花得到糙面土工膜,也可将预热和轧花工序直接增加到土工膜的出产线中,以完成糙面土工膜的接连化出产。化学发泡成糙法及技术化学发泡成糙法是选用发泡剂发泡,使土工膜外表粗糙的一种办法。在需加糙的土工膜原猜中增加化学发泡剂,糙面土工膜的挤出成型模头为多层共挤模头,糙面层的发泡剂与土工膜质料的共混物以及普通层土工膜质料一同进入多层共挤模头的不一样流道,完成一同挤出。 土工膜怎么在沥青路面加固的,要测量土工膜放样及场所收拾按土工膜施工规范和计划需要施工场所进行测量测算和放样。对原地上进行收拾碾压,基底处理同一般路基填筑施工处理,处理完毕查验合格后再进行路基的分层填筑。


HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。 焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。



铜川中齐建材有限公司主要经营销售: 土工布,我单位凭借良好的信誉,完善的服务、充足的货源为您提供每一支优质的产品!本公司郑重向您承诺:保证以z u i好的质量,以z u i低的价格,z u i完善的售后服务,来答谢新老客户。



HDPE土工膜是采用国内外大型石化企业生产的优质聚乙烯树脂,添加微量抗氧剂、抗紫外线剂经三层共挤吹塑而成,公司积多年的吹塑经验,与建设方密切合作,不断创新,追求完美,做满足客户要求的产品,力争将较可靠的产品呈献给顾客。 光面HDPE土工膜产品规格:幅宽:2m-12m;厚度:0.2mm-3.0mm执行标准:GB/T17643-2011土工膜产品质量过程控制:通常在拐角及畸形地段,应是接缝长度尽量减短。除特殊要求外,在坡度大于1:6的斜坡上距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。土工膜在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。土工膜铺设完成后,应尽量减少在膜面上行走、搬动工具等,凡能对防渗膜造成危害的物件,均不应放在膜上或携带在膜上行走,以免对膜造成意外损伤。铺设土工膜前应由土建工程相应的合格验收证明文件。土工膜裁切之前,应该准确丈量其相关尺寸,然后按实际裁切,一般不宜按图示尺寸裁切,应逐片编号,详细记录在专用表格上。复合土工膜时应力求焊缝较少,在质量的前提下,尽量节约原材料.


