
我们的
20号六角管厂家视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:
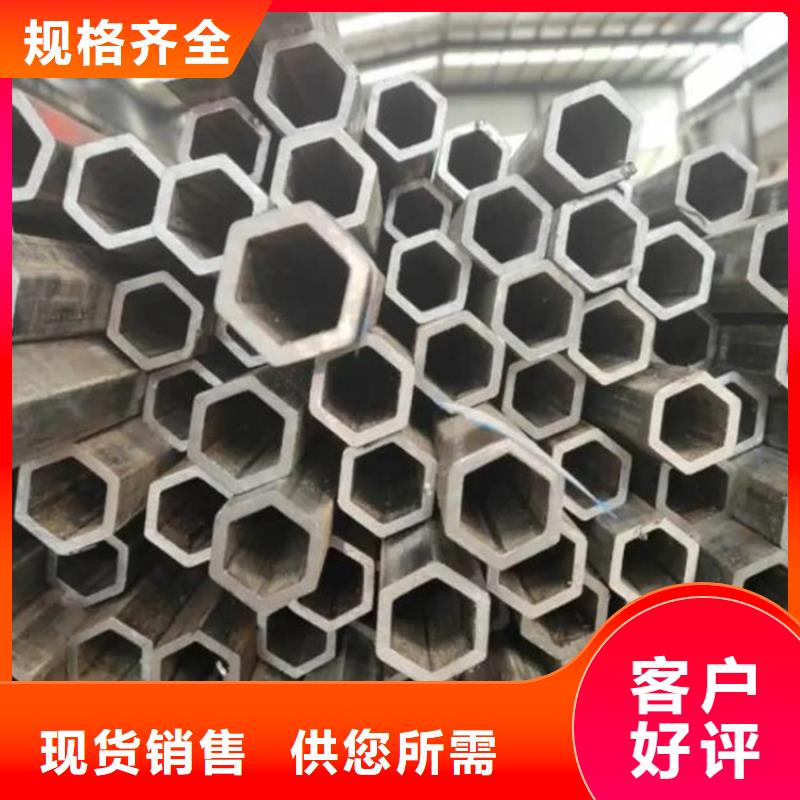
20号六角管厂家的图文介绍
在疾驰而来的移动互联时代,我们秉承专业、敬业、创新的发展理念,坚持以客户为本、以信用为先的服务准则,用心解决用户z u i迫切、z u i实际的需求,以优质的 冷拔无缝方管产品、先进的技术为用户提供完美的服务。张家口金帝钢管有限公司本着“高标准、前沿、精准、求实”的品牌精神,打造专属于我们自己的企业品牌,为您提供更为专业、优质的服务。我们立足于客户,致力于客户的满意与成功,我们创新求实,基于事实,敢于想象,用于探索,只为更好地为您服务。



六角管开裂可能由哪些原因造成的呢? 1、原材质量太差:原材的选择质量不过关,可能会直接导致六角钢管开裂,但同时,这也是好控制的一种因素。 2、穿孔加热温度达不到:管坯在初的穿孔加热过程中,如果穿孔温度没有达到一定的标准,会使钢管有一定的受热差,在后期的加工过程中,会引起开裂。 3、变形量过大:六角钢管在加工的过程中,由于加工工序不同,会导致六角管有很大的变形尺寸发生改变, 变形量过大,导致钢管开裂。 其实,在六角钢管制造中,每一道工序的加工程度和方式对六角钢管开裂都有一定的影响,除了以上的三点,可能还会有热处理不过关,温度时间不够,矫直变形量过大等等



不锈钢六角管经水冷散热后退出应注意的事项,具体内容如下: 在加工过程中针对防锈涂料和胶黏剂要比平常使用量大1%,那样才可以 做到具体规定的薄厚。 第二就是退出后不必高溫曝晒,曝晒非常容易造成PE层澎涨进而摆脱无缝钢管 表面,达不上防腐蚀实际效果。 第三就是在退出后不必被淋雨,淋雨后非常容易造成管插口渗漏。 第四就是退出后应摆在整平的地区,平摆起,不必相互之间挤压成型式放置, 如需挤压成型式放置至少要间距24钟头,等PE层彻底粘附到无缝钢管表面才能 够 。



六角管厚壁管生产制造在加工工艺上存有一系列的艰难。比如对接焊品质不稳定,非常容易搭焊导致一系列艰难,非常容易造成波浪纹和起包。电焊焊接不稳定,非常容易搭焊。飞锯断开时非常容易造成创口形变。六角钢管在运送和拨料时非常容易造成压坑、形变这些。而在其中的重要则是成形起包。造成成形起包的缘故则是边沿拓宽。 六角钢管闪亮焊的关键特点是有火苗持续爆发的状况。夹持在对机轴杆上的热轧带钢首尾在电流量接入后,即被移近,相互之间触碰。先触碰的一部分电限非常大,电焊焊接电流量把点接触以及相邻地区的金属材料迅速加温到熔融溫度,使热轧带钢首尾触碰一部分产生形状记忆合金构造柱,持续的快速加温使构造柱处形状记忆合金加温至拂点,展现金属材料蒸气。 当六角钢管金属材料蒸气的工作压力超过形状记忆合金的界面张力时;构造柱产生工程,因此展现出强烈的火苗,产生闪亮。轴杆的持续挨近,使火苗在电焊焊接全过程中持续迈进,直到终断电流量才行,这就是火苗造成的缘故。



六角管电弧焊接焊接地区中高溫和气体维护保养的作用六角管的特点在常温下稳定。油变式变电器在高温下,特别是在电弧焊接焊接整个过程中,六角管与氧气罐,有害气体和N2的反应速度十分快。根据相关原材料,六角管在电弧焊接焊接整个过程中溫度提高过300°C时可以迅速消化氢,溫度提高过600°C时可以迅速消化氧。而溫度提高过700°C时可以迅速消化氮。油变式变电器C,此外在汽体中对氧化较为比较敏感。试验确认,在电弧焊接焊接六角管时,倘若熔池侵入氧气罐和N2等有害物,电弧焊接焊接零件的可塑性,可塑性和表面色彩将造成明显变化。