



精心打磨的产品视频已准备就绪,它将带您深入学二保焊怎么报名?学电气焊报名地址|电气焊培训技校的魅力世界,让您重新发现产品的无限可能。
以下是:学二保焊怎么报名?学电气焊报名地址|电气焊培训技校的图文介绍


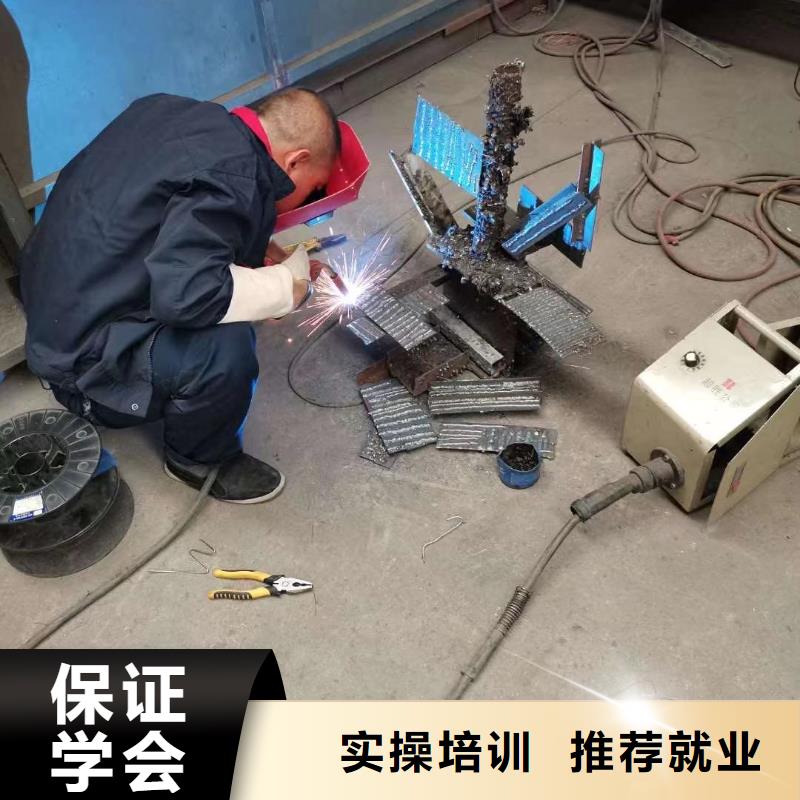
所以,保护气体应选用氩气和二氧化碳的混合气,氩气的比例为75%,二氧化碳的比例为25%,这种混合气在对车身板件焊接时效果 。
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。



保定技工学校生产的 保定虎振学校招生电话质量良好,种类繁多,规格丰富,将凭借良好的信誉,合理的 保定虎振学校招生电话价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互助!



二、知识结构及要求:通过学习培训,能看图纸和制图,常用零件的规定画法及代号标准,金属材料的牌号性能和用途,交、直流孤焊机的构造和使用方法,焊接工艺特点,焊接工工艺参数和焊接坡口的基本形式与尺寸、焊芯牌号及焊条分类,焊剂的作用和分类,氩气钨极的牌号规格,焊接接头的分类、接着形式、坡口形式、焊接位置。金属材料与热处理、工程制图、工程力学、机械设计基础、金属熔化焊基础、焊接电源、焊接技术原理与工艺、焊接方法与设备、焊接结构、焊接质量检验。焊接技能训练 :(1)气割、气焊 (2)手工电弧焊 (3)CO2气体保护焊 (4)氩弧焊、特种焊 (5)碳弧气刨、 (6)等离子切割 (7)埋弧自动焊 (8)压力容器、高压管道 、特种设备焊接。


因此,鋁及鋁合金除廣泛的應用於航空、航天和電工等領域外,同時還越來越多的應用於石油化學產業。濮陽中原大化新建空分裝置就大量使用了鋁鎂合金(主要有:5083、5183、5A02相稱於舊牌號中的LF2、LF4)。但是鋁及鋁合金在焊接過程中,易泛起氧化、氣孔、熱裂紋、燒穿和塌陷等題目。此類材質是被公以為焊接難度較大的被焊接材料,特別是小徑薄壁管的焊接更難把握。因此,解決鋁及鋁合金无缝钢管的這些焊接缺陷是施工過程中必需解決的題目。
2 鋁及鋁合金的理化機能及焊接特點
2.1 易氧化
鋁和氧的親和力很強。在常溫下,鋁表面就能被氧化成厚度約0.1~0.2 m致密的AL2O3薄膜。固然這層氧化鋁薄膜比較致密,能防止金屬的繼承氧化,對天然防腐有利,但它給焊接帶來了難題,這是因為氧化鋁的熔點(2050℃)遠遠超過了鋁的熔點(600℃左右),比重約為鋁的1.4倍。在焊接過程中,會阻礙金屬之間的熔合,易形成夾渣,而且氧化鋁薄膜還吸附了較多的水份,焊接時會促使焊縫天生氣孔。
2 鋁及鋁合金的理化機能及焊接特點
2.1 易氧化
鋁和氧的親和力很強。在常溫下,鋁表面就能被氧化成厚度約0.1~0.2 m致密的AL2O3薄膜。固然這層氧化鋁薄膜比較致密,能防止金屬的繼承氧化,對天然防腐有利,但它給焊接帶來了難題,這是因為氧化鋁的熔點(2050℃)遠遠超過了鋁的熔點(600℃左右),比重約為鋁的1.4倍。在焊接過程中,會阻礙金屬之間的熔合,易形成夾渣,而且氧化鋁薄膜還吸附了較多的水份,焊接時會促使焊縫天生氣孔。



