


以下是:锅炉喷涂资质齐全的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 山东锅炉热喷涂 山东 锅炉喷涂资质齐全,宏合集团(成都市分公司)为您提供锅炉喷涂资质齐全产品案例,联系人:张经理,电话:【06358655311】、【13780722348】,发货地:开发区。 四川省,成都市 成都市是国务院批复确定的重要的高新技术产业基地、商贸物流中心和综合交通枢纽、西部地区重要的中心城市,重要的电子信息产业基地;成渝地区双城经济圈核心城市,区域经济中心、科技中心、世界文化名城和国际门户枢纽,西南地区的科技中心、商贸中心、金融中心和交通、通信枢纽,中国人民解放军西部战区驻地,截至2021年底,拥有创新平台130家、企业技术中心54家,世界500强企业落户312家,是第31届世界大学生夏季运动会的举办地。
想要直观了解锅炉喷涂资质齐全产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:锅炉喷涂资质齐全的图文介绍
不同部件热喷涂的修复1 造纸机烘缸 HT20-40 表面划伤、腐蚀和磨损,缸体两端表面局部腐蚀凹坑塌陷,需修复和强化,防止继续腐蚀报废 电弧喷涂不锈钢分子式:1Cr18Ni9Ti(特点:喷涂速度快,结合强度高,耐酸碱等腐蚀)2 造纸厂胶滚筒轴 钢、铁 轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉3 上压榨棍 45 轴承位磨损超差 轻度磨损:电刷镀快速镍4 打浆机轴 45 轴承位磨损,轴表面被杂物磨损 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉5 毛毯棍 表面包铜 轴承位磨损,轴表面被杂物磨损 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉6 网笼轴承座 碳钢 轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉7 ZBJ13/φ150浆泵 铜 轴承位磨损超差 轻度磨损:电刷镀快速镍8 纸浆推进器 铜 轴、孔磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉9 ZBJ2Q1φ100细浆泵 铸铁 轴、壳轴承位磨损超差 轻度磨损:电刷镀快速镍10 蒸球机 钢、铁 各轴、孔轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉11 刀棍切草机 钢 各配合面磨损超差 轻度磨损:电刷镀快速镍12 旋风除尘机 钢、铁 各轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉13 压光机 钢 各轴承位磨损超差 轻度磨损:电刷镀快速镍14 各类电动机轴承位、端盖的尺寸修复 钢铸铁 各轴承位磨损超差 轻度磨损:电刷镀快速镍严重磨损:热喷涂镍基粉15 网笼轴
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
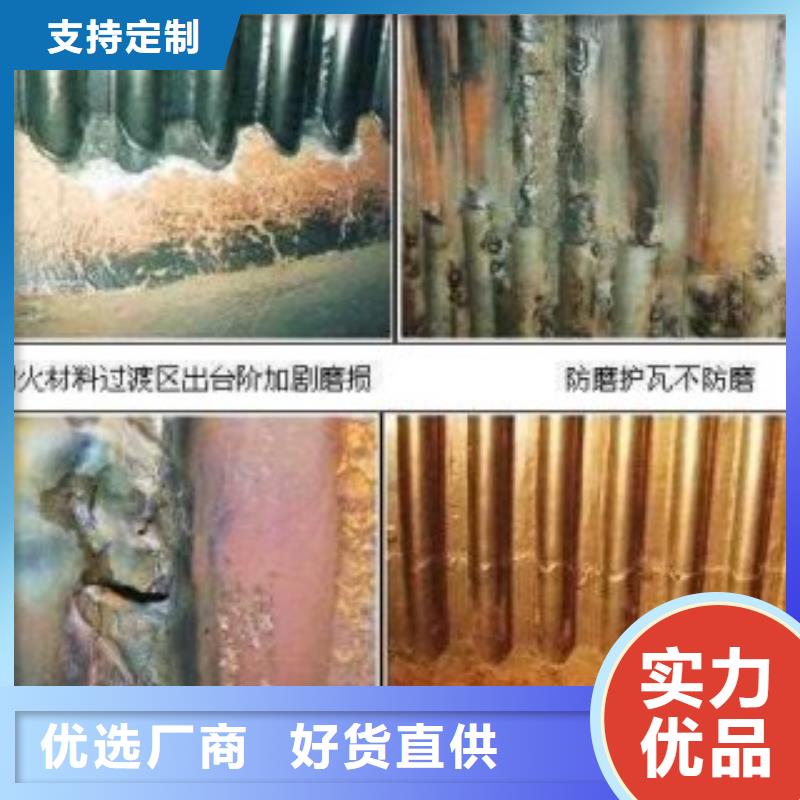
锅炉导流板工程技术要求简介
锅炉导流板工程技术要求
1、按我司指定部位进行锅炉导流板,采用我司认可的锅炉导流板专用金属合金丝材进行施工;
2、严格按技术方案进行施工作业,产品主要技术指标如下:
(1)厚 度:0.8mm
(2)粒子速度:386m/s
(3)结合强度:≥55MPa
(4)硬 度:HRC65
(5)孔 隙 率:≤0.9%
(6)喷涂温度:< 120℃
(7)涂层均匀性:均匀度高
(8)工件变形性:不变形,不改变母材表面金相组织和理化性能
(9)封孔层:高温耐磨防腐专用封孔剂
3、清理旧涂层时,需清理干净见金属本色;
4、涂层表面平整;
5、施工所用锅炉导流板专用金属合金丝材要保证质量;
6、负责施工期间的工作;
7、在规定工期内完工,并服从甲方的安排;
8、质保期为一年。质保期内若出现产品质量问题,由乙方负责免费及时维修;
9、承揽商包工包料,施工所用工器具及施工措施(不含搭架子)全部由承揽商自己负担;
10、承揽商在报价之前须到我司现场确认工程量及施工难度,本合约签定后不作任何追加;
11、施工时需听从指挥,遵守公司环境、规章,施工人员须临时入厂证,及时清理清洗施工现场,垃圾要当日清理干净,所用材料、工具及设备应按发包商指定地点存放,并标示说明;
四川成都宏合集团深耕于 无缝钢管系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支 无缝钢管技术过硬、检测、管理完善的生产和服务团队。始终把“客户,质量”作为公司的核心理念。
展望未来四川成都宏合集团将继续发扬中国传统匠心精神,不忘初心,脚踏实地。努力把中国制造 无缝钢管推向世界。
选购锅炉喷涂资质齐全来四川省成都市找宏合集团(成都市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-【13780722348】,地址:[开发区]。









