以下是:焊接翅片管安装方便的产品参数
产品参数 产品价格 电议 发货期限 双方议定 供货总量 大量 运费说明 7天 名称 翅片管 规格 齐全 材质 20# 304 q235b 产地 聊城 仓库地址 浩泽库 计重方式 米计 可定制 是 品牌 浩泽 用途 换热系统 应用场所 锅炉 电站 在黑龙江省大庆市采购焊接翅片管安装方便请认准浩泽物资(大庆市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:周经理-【13563000517】,地址:大东钢管产业园)。 黑龙江省,大庆市 大庆是中国的石油石化基地,中国大油田大庆油田所在地;是一座以石油、石化为支柱产业的工业城市,是世界能源城市伙伴组织19个会员城市之一。大庆油田含油面积六千多平方千米,已探明石油地质储量67亿吨。
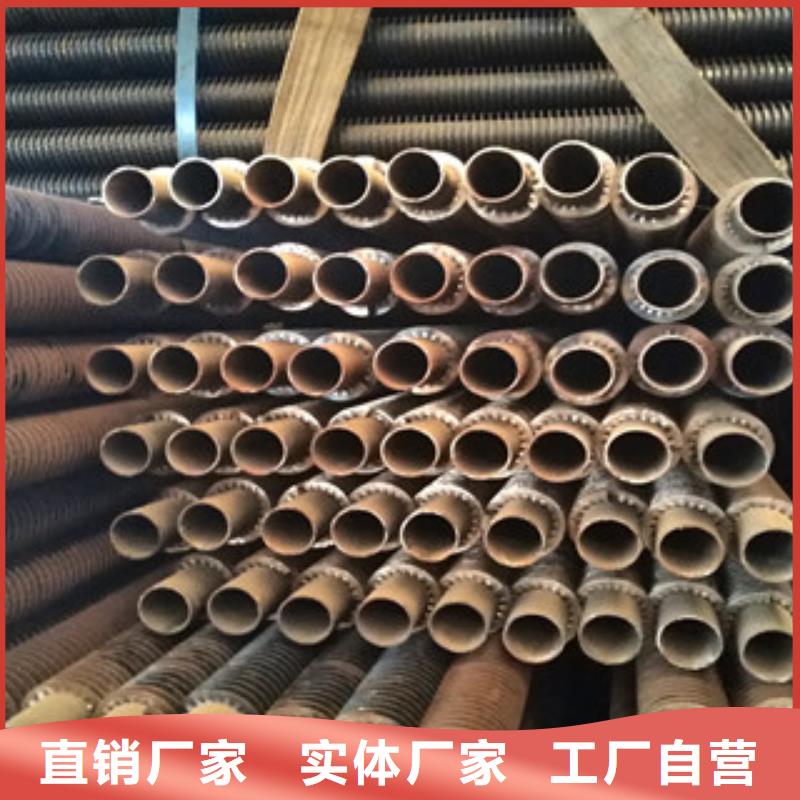
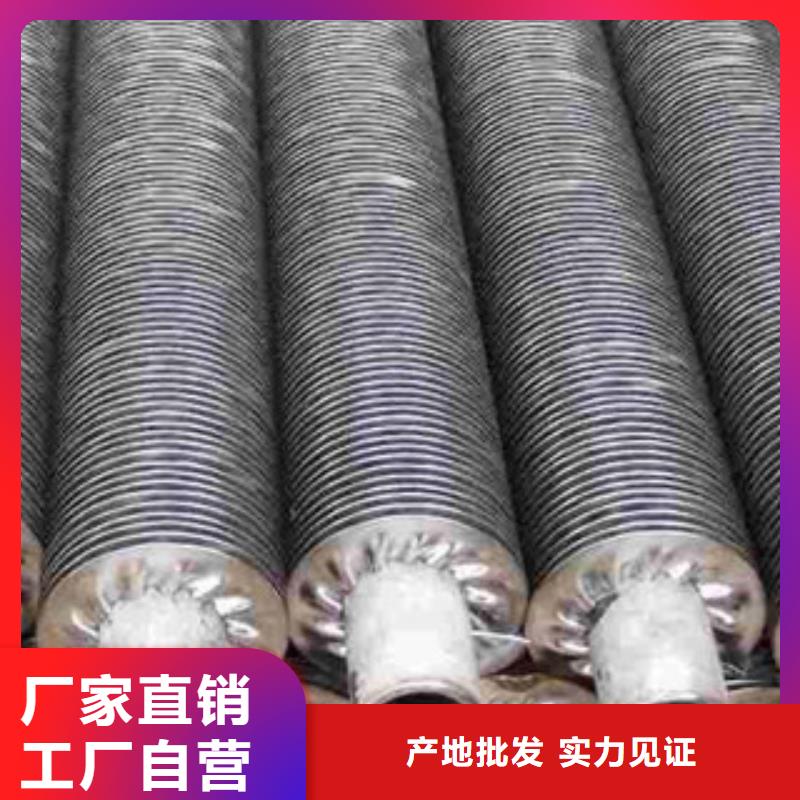
以下是焊接翅片管安装方便的现场实拍视频,让您更好地了解产品的优点和特点不容错过。以下是:焊接翅片管安装方便的图文介绍
黑龙江大庆浩泽物资有限公司还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 翅片管产品。
翅片管生产技术现状A套装翅片套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。
用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压人的。这种方法因为翅片的压人力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压人是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。
B镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。
C钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。
D高频焊螺旋翅片高频高频焊螺旋翅片管是目前应用为广泛的螺旋翅片管之一,现广泛应用于电力、冶金、水泥行业的预热回收以及石油化工等行业.高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。
E三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理如图1.8所示,在光管内衬一芯棒,经轧辊刀片的旋转带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。
目前三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管目前市场上多见为低翅片管,整体型高翅片管其材质多为铝、铜等,一般是冷轧成型。 鉴于现在市场上高频焊翅片管、有色金属整体轧制翅片管较容易找到,而整体轧制翅片管(钢)较少翅片管的应用场合。
空冷式冷凝器
空冷式冷凝器也称风冷式冷凝器,制冷剂在管内冷凝,制冷剂放出的热量被空气带走。这种冷凝器中有自然对流空气冷却式冷凝器和强制对流空气冷却式冷凝器。由于空气的对流传热系数很低(25~35 W/m·2K),空冷式冷凝器的传热效率不如水冷式,冷凝温度与冷凝压力均较高。
另外,在换热负荷一定的情况下,空冷式冷凝器所需传热面积比水冷式冷凝器大,故而设备体积和质量均庞大,占地大。但是可冷热两用,初投资低,系统维护管理相对简单。空冷式冷凝器在工程实际中的应用十分广泛,既可用于制冷系统,也广泛应用于空调系统。其大的优点是不需冷却水,因此特别适用于缺水地区或者供水困难的场合,在小型制冷空调领域应用尤为广泛。
3)蒸发式冷凝器
蒸发式冷凝器是以蒸发冷凝和显热交换为基础,制冷剂放出的热量同时由冷却水和空气带走。制冷剂在管内流动,冷却水在管外喷淋蒸发时吸收气化潜热,使管内制冷剂冷却和冷凝。蒸发式冷凝器中,省去了冷却水在冷凝器中的显热传递阶段,使冷凝温度更接近空气的湿球温度,可比水冷式冷凝器系统低3~5℃,从而大大降低压缩机的功耗,耗水量只有水冷式冷凝器系统的1/3左右。
我国蒸发式冷凝器的开发和应用相对滞后,以往多应用于大型的氨制冷系统。近年来,由于电力资源紧张和水资源匮乏,蒸发式冷凝器作为一种节能节水型换热设备,其研究和应用得到了广泛重视,促进了蒸发式冷凝器产品技术的成熟和进一步应用。目前,已有一些生产厂家在结构上对其进行了完善,使之应用于中央空调机组。
对于那些需要进行控制的冷冻空调系统和运行环境恶劣的场合,蒸发式冷凝器更容易满足工艺控制要求。工程应用表明,采用该产品替代传统的“水冷式冷凝器+凉水塔”方式,增加的初投资一般能在一年左右即可收回,经济效益明显。

2、冷凝器中常用的强化传热翅片管
传热过程是热量从一种流体通过固体壁面传给另一种流体的过程。工程实际中,强化换热器的换热性能主要从强化两侧介质与换热管内、外壁之间的对流换热过程入手。常用的强化传热技术有:
(1)表面涂层;
(2)粗糙表面;
(3)扩展表面;
(4)各种内外螺纹管;
(5)扰流元件;
(6)添加物;
(7)冲击传热。在各种强化传热技术中,在壁面上加装翅片,作为增强传热的一个主要手段,在工程中得到广泛应用。翅片管式换热器具有传热、结构紧凑等特点,已被广泛地应用于制冷空调装置、航空航天设备、太阳能集热器和电子设备等各个领域中。在冷凝器中的应用尤为普遍。
翅片管的种类很多,而且还在不断涌现新的品种,在这方面的研究也较多[4~6]。大体上可按加工工艺、翅片形状、材质、用途等几个方面对翅片管进行分类。在冷凝器中,常用的翅片管有以下几种形式。
1)内螺纹管
2)整体型螺旋翅片管
3)螺旋槽管
螺纹类翅片管、套片式翅片管、波纹管、螺旋扭曲管、螺旋绕片管等传热元件在冷凝器中得到了广泛的应用,传热效果得到了显著提高。除此之外,新齿形传热管还在不断出现。与光管相比,它们具有下述共同特点:
(1)不同形状的翅片均可使传热壁面变得粗糙,从而破坏静止的层流边界层,提高对流换热系数,使换热得到不同程度的强化;
(2)在负荷一定的条件下,冷凝器所需面积可大大减小;
(3)根据大多数人的常识,粗糙的翅片管表面容易引起结垢;事实上,由于粗糙表面引起的紊流破坏了静止的附面层,会使污垢难于附着;即使有污垢附着,污垢也呈现离散的鳞片状,设备运行中温度的变化使管子发生膨胀和收缩,会因污垢与管壁材料间的胀差巨大而引起剥离,在介质的冲击下自行脱落。而光管垢层为圆柱体,无任何自脱力。因此,翅片管的结垢情况并不比光管严重多少。
冷凝器的应用范围十分广阔,特别是在制冷空调系统中。冷凝器作为主要的传热设备之一,其性能的好坏直接影响到装置的总体工作性能。因此,冷凝器传热过程的强化得到了越来越广泛的重视。
为了提高冷凝设备的整体性能,通过管子形状或表面性质的改造来强化传热过程以提高冷凝器的效率,已成为国内外冷凝器发展的一种趋势。柏恩翅片管换热器所采用的紧凑型串片式管片系统,它是一种新型的传热元件。其独特的片型结构和加工工艺流程,使得空冷器产品具有更加紧凑的外形尺寸,更高的换热效率和更轻的重要。
强化换热器换热的方法及热力计算
通过对翅片管式换热器的结构进行改进与优化设计,然后对其换热性能与改进前换热器进行对比计算,结果是改进后的换热器的传热系数得到了提高。
一、调整换热器的翅片间距,设计成为变翅片间距。
1、设计原理
当气流通过蒸发器时,由于空气中的水蒸气不断地在翅片管表面沉积,空气由于除湿作用相对湿度降低,沿气流方向翅片盘管表面结霜量是递减的,如果采取变片距结构,可以在结霜条件下保持其较高的传热效率,并延长其冲霜时间。当蒸发器采用变翅片间距结构时,实际上已构成了翅片的错列分布,当空气横掠错列翅片时,翅片的交错分布使得上游翅片对下游翅片有绕流作用,由于前面翅片的绕流,翅片的前半部分换热加强,后面的翅片的分布又使得流道变窄,流速提高,翅片后半部分的换热也得到强化。
2、变翅片间距的结构示意图及对比计算
由于该改进方案采用的是变翅片间距形式,在理论上可近似认为是错列翅片,因此在分析中可借用错列翅片的理论。图1 是所研究的流体纵掠错列翅片的一个二维模型,翅片间距为H ,厚度为t 。
由于该结构形式实际为错列翅片,当流体纵掠翅片时,气流在上游翅片先受到扰动,因此在前几排管上的翅片换热加强,当气流流经后几排管子时,由于流通截面迅速变窄,流速提高,使流体在原有的基础上又进一步受到挤压,扰动更加剧烈,因此通过后加上的一组翅片,使换热也得到了强化。
通过变翅片间距的结构改进,冷风机在外形尺寸即高度、宽度和管总长度不变的前提下,在结霜工况下运行时仍可保持较高的传热系数,且采用变翅片间距结构的冷风机比等翅片间距结构冷风机的传热系数提高了9. 8 % ,且传热面积有所提高,通过提高传热系数和传热面积从而达到强化传热的目的(图2) 。
对于翅片管式换热器,其传热系数的计算采用下列公式。式中: hi ,h0为管内制冷剂和管外空气侧换热系数(W/(m2·K) ) ; Fi, F0 为管内、外面积( m2 ) ; β为管内外面积比; ri , r0为管内、外表面的污垢系数( (m2·K) / W) ;λ为管壁导热率(W/ (m·K) ) ;η为肋化效率; di , d0为管子内/ 外径(m) 。对于制冷量Q0 =2. 67 kW 的制冷系统,经过结构改进,其热力性能计算结果如表1 所示。
二、加强管内流体流动,管内壁加工变螺距内螺纹。
1、设计原理
2、变间距内螺纹翅片管结构示意图及对比计算对等间距内螺纹翅片管换热器管内螺纹进行改进,由于管内有规则、连续的凸肋和凹槽发生改变,使之内表面积比等间距增大8. 4 %,传热系数增大3. 82 %,管内换热系数也增加了4. 89 %。等间距与变间距内螺纹管结构示意图如图3、图4 所 式中: f m为单位管长管子平均面积(m2 ) ; f i为单位管长管子内面积(m2) ; f 2为单位管长管子总外表面积(m2) ;αi为管内对流换热系数(W/ (m2· K) ) ;αw 为管外对流换热系数(W/ (m2· K) ) 。
对于汽车空调系统,当负荷Q0 = 4 kW ,其热力性能计算结果如表2 所示。
今年在黑龙江省大庆市购买焊接翅片管安装方便有了新选择,浩泽物资(大庆市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的焊接翅片管安装方便产品。如需购买或咨询,请随时联系我们,联系人:周经理-【13563000517】,地址:大东钢管产业园。







