


以下是:国标无缝弯头寿命长的产品参数
产品参数 产品价格 电议 发货期限 商议 供货总量 不限 运费说明 3天 品牌 河北博创 产地 河北 材质 碳钢 国标无缝弯头寿命长,博创管道装备(迪庆市分公司)专业从事国标无缝弯头寿命长,联系人:蒋彦博,电话:【0317-6199111】、【13303177556】,发货地:五里窑工业区,以下是国标无缝弯头寿命长的详细页面。 云南省,迪庆藏族自治州 迪庆藏族自治州,云南省辖民族自治州,首府香格里拉市,位于云南省西北部,滇、藏、川三省区交界处,介于东经98°20′~100°19′,北纬26°52′~29°16′之间,属温带和寒温带季风气候,具有明显的低纬度高原季风气候特征,干湿分明,总面积23870平方千米。截至2022年末,迪庆藏族自治州辖1个县级市、1个县、1个自治县,迪庆藏族自治州人民政府驻香格里拉市建塘镇长征大道21号。截至2022年末,迪庆藏族自治州常住人口为39.1万人。
国标无缝弯头寿命长的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:国标无缝弯头寿命长的图文介绍
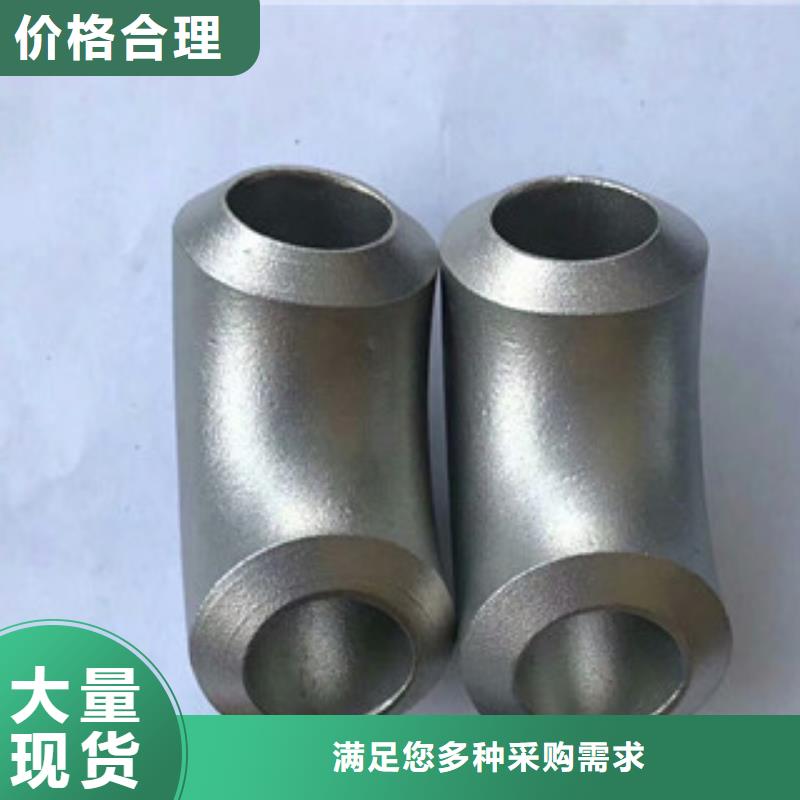
碳钢弯头用于管道拐弯处的衔接。衔接两根公称通径一样的管子,使管路作视点转弯。以材质区分碳钢弯头,铸钢弯头,合金钢弯头,碳钢弯头,铜弯头,铝合金弯头号。碳钢弯头是管道装置中常用的一种衔接用管件,用于管道拐弯处的衔接,其他名称:90度弯头,直角弯,爱而弯等。碳钢弯头的基本技术进程是:焊接一个横截面为多边形的多棱环壳或两端关闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压效果下横截面由多边形逐渐成为圆,后期成为一个圆形环壳,根据需要,一个圆形环壳能够切割成4个90°弯头或6个60°弯头或其它标准的弯头,该技术适用于制作弯头中径与弯头内径比大于1.5的任何标准大型弯头,是当前制作大型碳钢弯头的抱负方法。
云南迪庆博创管道装备有限公司是集 焊接异径管研究、生产、销售于一体的综合性企业。我公司资金雄厚,工艺齐全、设备精良、生产设备先进,检测手段完善,有一套完整的设计、生产、检验体系。并拥有一批高素质科技人员。公司的产品有 焊接异径管等,已达30多个系列、1000多个规格。公司在国内设有100多个销售网点,具有完备的销售网络。
弯头用途:连接两根公称通径相同或者不同的管子,使管路作90°、45°、180°及各种度数的转弯。弯曲半径小于等于管径的1.5倍属于弯头,大于管径的1.5倍属于弯管。
1、由于管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定。表面质量和机械性能基本和管子是一样的。为了焊接方便,管件与被连接的管子的钢种是相同的。
2、就是所有的管件都要经过表面处理,把内外表面的氧化铁皮通过喷丸处理喷掉,再涂上防腐漆。这是为了出口需要,再者,在国内也是为了方便运输防止锈蚀氧化,都要做这方面的工作。
3、就是对包装的要求对于小管件,如出口,就需要做木箱,大约1立方米,规定这种箱子中的弯头数量大约不能超过一吨,该标准允许套装,即大套小,但总重量一般不可超过1吨。对于大件y就要单个包装,像24″的就必须单个包装。另外就是包装标记,标记是要注明尺寸、钢号、批号、厂家商标等。
冲压弯头制作注意事项使用时焊条应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
为改善冲压弯头耐蚀性稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。制造厂应编制焊接工艺规程用以指导焊接工作,并应按相应规范要求进行焊接工艺评定,以验证焊接工艺规程的正确性和评定焊工的施焊能力。
选购国标无缝弯头寿命长来云南省迪庆市找博创管道装备(迪庆市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:蒋彦博-【13303177556】,地址:[五里窑工业区]。










