

以下是:闸门喷锌的产品参数
产品参数 产品价格 190 发货期限 电议 供货总量 电议 运费说明 喷锌喷铝 电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 今年在青海省海西市购买闸门喷锌有了新选择,华电高空工程(海西市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的闸门喷锌产品。如需购买或咨询,请随时联系我们,联系人:朱雄飞-【15380593638】,地址:人民路金融城。 青海省,海西蒙古族藏族自治州 海西蒙古族藏族自治州是青藏高原的衢地,南通西藏,北达甘肃,西出新疆,处于青甘新藏四省区交汇的中心地带,也曾是通往西域的古“丝绸之路”辅道。境内兰西拉光缆、青新光缆、青藏750千伏交直流联网线路贯穿全境,格尔木-拉萨成品油输油管线和涩宁兰输气管线分布境内,青藏铁路和国道109、315线横贯全境,并与国道215线、西部大通道及省、州道纵横贯通,是连接西藏、新疆、甘肃的战略支撑点和祖国西部腹地的交通枢纽。
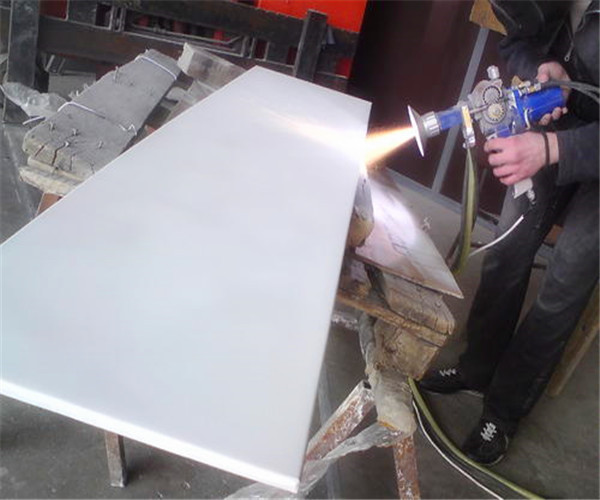
想要更直观地了解闸门喷锌产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。以下是:闸门喷锌的图文介绍青海海西华电高空工程有限公司地理位置优越,交通便利,设备齐全,技术先进,实行严格的质量管理体系。 主要生产和供应各种 烟囱维修加固防腐等几十个品种,上千个规格。
喷锌涂层是国外应用早的一种阴极保护涂层,60年代以前长效防护大部分采用喷锌涂层。但是由于
(1)锌层是一种---阳极材料,因此喷锌涂层的防腐速率比喷铝涂层高,其耐蚀期与厚度成正比,要达到长效防蚀、喷锌涂层应有一定厚度;
(2)锌的密度(7.09/cm3)。比铝(2.7cm3)高2.6倍,热喷涂铁,因此喷涂相同厚度的涂层,锌的消耗量是铝的2.6倍。国外资料---,喷涂等效涂层厚度的情况下,表面热喷涂,锌比铝涂层成本贵一倍;
(3)喷锌所形成的zno粉尘对人体呼吸道有危害;
(4)喷锌时由于空气中co含量不足,不能形成稳定的znco3保护膜,而易疏松的zn(oh)2,在锌涂层上产生许多“白锈”,纸辊热喷涂,腐蚀率升高;
(5)由于工业区大气、城市大气中so2含量较高,使雨水酸度增加,也能破坏znco3膜的稳定性,南京热喷涂,使锌涂层腐蚀速率加快。
结构喷锌喷铝、钢箱梁桥喷锌喷铝、钢电视铁塔喷锌喷铝、大楼喷锌喷铝、送变电站机架喷锌喷铝、电力塔架喷锌喷铝、风电设备喷锌喷铝、石化喷锌喷铝、
工 热喷锌防腐施工技术
1. 工程概况
热喷镀防腐是钢结构防腐工程较先进的施工工艺,它具有可操作性强,喷涂后结构外观美观、使用年限长等特点。
钢结构防腐采用热喷锌防腐工艺,镀层厚度设计为80um。本工程的防腐构件有钢桁架、工字钢次梁(2)、H型钢次梁(300)等,其中钢桁架的防腐是工程的。
2. 施工工序
工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。
3. 施工准备
3.1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。
3.2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。
3.3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。
3.4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。
电弧喷喷铝、喷锌长效防腐技术的突出特点
(1)防腐寿命长:根据不同的腐蚀环境和具体的工件特点,通过合理的涂层设计,目前电弧喷涂长效防腐涂层体系自身的耐蚀寿命达50年以上,是重防腐油漆的4—5倍,热浸镀锌的2—3倍,玻璃钢涂层的2—3倍。因此电弧喷涂防腐技术使钢结构件的使用寿命由10~15年提高到半个世纪以上。
(2)与金属基体的结合力高:电弧喷涂层与基体以机械热镶嵌和微冶金结合共同作用,涂层表现出较高的结合力,是火焰喷涂的3倍,大大超过了标准,在所有防腐涂层里结合力高。
(3)生产效率高:电弧喷涂长效防腐技术同氧—乙炔火焰喷涂相比,电弧喷涂为双丝送入,单机生产效率提高了3—4倍。
(4)涂层质量好:电弧喷涂加热丝材方式为电弧加热,丝材融化温度高,融化均匀,喷涂致密,涂层质量稳定,对工件的热应力没有影响,而氧—乙炔火焰喷涂为火焰加热,丝材融化温度低,存在氧化、碳化等隐患,影响涂层质量。
(5)可修复性强:钢结构件在加工、起吊、运输、安装过程中,涂层易被碰坏、划伤,电弧喷涂技术可以进行修复,保证了防腐体系的完整性和有效性;而热浸锌及玻璃钢等防腐技术本身无法进行修补,只能用喷涂或其它方法修复,势必增加设备投资。
(6)普遍适应性好:电弧喷涂技术可根据腐蚀环境不同选用相应的耐蚀材料,工艺系统具有普遍适应性;热浸锌只能制备锌涂层,对于复杂的腐蚀环境,单一的锌涂层往往又难以适应,因此热浸锌防腐方法适应性较差。
采用热喷涂电弧喷铝的方法耐腐蚀能力 1. 施工工序 工程的防腐施工在钢桁架及上、下次梁构件制作完成后进行。施工顺序:生产准备→构件表面处理→构件热喷锌→构件封闭处理→构件喷锌质量检测。其中构件表面处理、构件热喷锌是工程的主要工序。 2. 施工准备 1、做好构件交接工作、确定施工的生产组织方式、施工机具的配置(6m3/min空压机两台、储气罐两台、无污染喷砂机两台、油水分离器四个、砂罐两个、SAP-1型喷枪四把、磁性测厚仪两台等)。 2、施工之前作到三通一平。机械安装调试。现场所有的压力设备必须复检合格,方可使用。 3、按品种、规格分类堆放构件并有明显标识。堆放要减少构件的变形和锈蚀,钢桁架构件要堆放在枕木上其间距以不引起桁架变形为宜。 4、原材料必须以二检合格,具有出厂合格证及材质证明书方可使用。 3. 构件表面处理 1、 钢结构的表面处理对热喷涂涂层与基体的结合性能有很大影响。针对本工程的实际情况,钢结构表面处理采用压力式喷砂除锈法,这种施工方法即可使基体表面清洁度达到要求,也可使基体表面粗糙度达到要求。由于施工区域不同,喷砂选用不同的枪头喷射。钢桁架主梁等大面积工作区域采用150mm枪头,并配粉尘回收装置。角钢及钢桁架腹杆角钢夹缝工作区域采用12 mm枪头。 (1 ) 施工工艺:检查压力表、胶管、喷砂枪等机具正常→压缩空气进入储气罐经油,水分离器洁净→ 打开砂罐进气阀待罐内压力达到平衡→打开罐底气阀将砂粒喷射到金属基体表面。 (2)砂选用干燥、清洁、有棱角的河砂,砂的粒径为0.5~2.0mm。 (3) 喷砂施工时,施工环境相对湿度不应大于85%。构件要保持干燥。加工处理的钢材表面呈现灰白色为佳,除锈等级达到Sa3级。钢材表面粗糙度为RZ40~80 um。 (4) 除锈合格后,应在短时间内进行热喷锌处理。在晴天或不太潮湿的天气,间隔时间不得超过12小时;在雨天,潮湿天气下,间隔时间不得超过2小时。 4、 影响喷镀层的原因 钢结构表面处理好坏是影响其镀层的保护年限和保护效率的主要原因,而影响表面处理的根本原因是:压缩空气的压力、喷射角度、喷射距离。 (1) 压缩空气压力范围:压缩空气压力一般在6~7KG/cm2。因在不同的压力下,表面的电极电位值不同,所以镀层的结合强度就不同。随着空气压力的增加表面的粗糙度增加,镀层与基体之间的结合力将会上升,当空气压力增加到7KG/cm2时其镀层结合力达到高点。 (2)喷射时间:喷射时间的长短,对基体表面电极电位、粗糙度和喷涂层的结合强度有直接影响。根据实际操作可知喷射在20秒时粗糙度在40~60 um,镀层有较高的结合强度值。4.2.3喷射角度及喷射距离:喷射角度是指喷射的砂粒射流中心束和基体表面的夹角。在其它条件不变情况下,喷射角度为75℃佳。喷射距离是指喷枪嘴与工件表面的距离。在其它条件不变的情况下喷射距离在180~200mm时,无
华电高空工程(海西市分公司)【13961934918】在青海省海西市本地专业从事闸门喷锌,价格低,发货快,效果好 (青海省 海西市 西宁市、海东市、海北市、海南市、玉树市、果洛市、黄南市 )可送货上门。










