


以下是:泰州不锈钢电解抛光加工免费试样的产品参数
产品参数 产品价格 电仪 发货期限 包邮 供货总量 1000 运费说明 2天 材质 不锈钢奥氏体马氏体 产地 张家港 规格 定做 类型 抛光 作用 增亮不锈钢光泽度去除焊点毛刺氧化皮等 型号 DD-808 品牌 张家港灯鼎科技 可定制 是 型号 DD-808 选购泰州不锈钢电解抛光加工免费试样来河南省漯河市找前海灯鼎实业(漯河市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:楚先生-【18018712562】,地址:[宝安区沙井镇]。 河南省,漯河市 1986年1月,漯河市由县级市升格为省辖市。漯河市是全国经济体制综合改革试点城市、河南省办内陆特区,中部地区具有影响力和辐射力的商贸物流中心。是重要的交通枢纽城市,自古就是商埠重镇、水旱码头,漯河港的建成复航,构成了全省重要的水运、公路、铁路多式联运网络。“十字形”高铁、“井字形”高速立体交汇,河南省首条西部陆海新通道漯河—北部湾港—泰国(林查班)国际班列常态化开行,漯河港成为郑州都市圈南部出海口,是河南省第二大快递物流分拨转运节点城市。境内拱桥鼻祖小商桥创造了中华拱桥的典范。漯河还是园林城市、全国绿化模范城市、森林城市、中国特色魅力城市。
文字描述虽好,但视频更能直观展示泰州不锈钢电解抛光加工免费试样产品的每一处细节。
以下是:泰州不锈钢电解抛光加工免费试样的图文介绍
河南漯河前海灯鼎实业有限公司充分利用当今世界前沿的先进技术和经营管理理念,结合了中国当代 电解抛光设备制造技术的工业水平,j i力营造积j i、上进、团结、拼搏、全员学习、优胜劣汰''的特色企业文化氛围,倾力构筑的团队,使企业实现了超常规、跳跃式的发展。
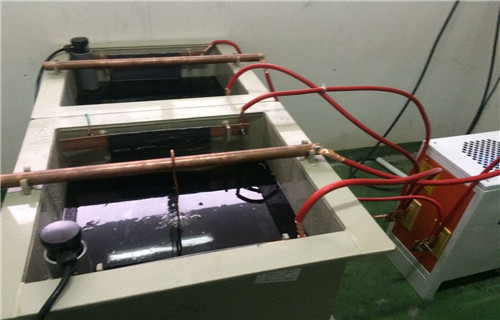
不锈钢门花产业越来越受到更多人的青睐,不锈钢电解的应用越来越广泛,电解过程中会遇到许多的问题,比如电解抛光不光亮、电解出来的不锈钢配件表面有条纹、抛光速度慢且电解不均匀,这些都是电解抛光时常见的问题,许多人并不了解电解抛光的原理,因此在实际操作过程中遇到的问题也不知道该怎么去解决,通过上次提到的不锈钢门花电解工艺,知道了不锈钢门花电解的大概程序,下面我们就来看一下电解抛光的原理,通过了解电解抛光的原理我们就会知道在电解抛光过程中该注意哪些问题,才会将不锈钢门花配件电解的更好。电解抛光是利用金属表面微观凸点在特定电解液中和适当电流密度下﹐发生阳极溶解以对电解工件进行抛光的一种电解加工技术﹐又称电抛光﹐英文简称ECP。首先将需要电解的工件作为阳极接入直流电源的正极,用铅﹑铜等耐腐蚀的导电材料作为阴极﹐接入直流电源的负极。两者相距一定距离浸到电解液(一般以硫酸﹑磷酸为主要成分)中﹐在一定温度﹑电压和电流密度下﹐通电一定时间(一般为几分钟)﹐直到工件表面上的微小凸起部分溶解掉﹐变成平滑光亮的表面即可。
挂点形成的原因:首先可以肯定挂点并不是因为电解液的原因所造成的。而是因为所需电解的工件所需消耗的电流较大,而挂具丝所能通过的电流有限,已超过挂具丝所能承受的大电流,所以导致挂具丝因通过的电流过大,而挂具丝在温度越高电阻越大的情况下发生过热或烧红的现象,从而产生挂点。解决方案:1、 选择导电性能较好的材料做挂具:一般来讲,铜的导电率是钛丝的20倍以上,所以铜挂具的导电能力比钛挂具的导电能力要强,更不容易产生挂点。一般可以采用有弹性及硬度较好的磷铜丝做挂具。当然还要考虑挂个的使用寿命问题,钛挂具在耐腐蚀方面明显要优于铜丝。不同的电解液对铜的溶解能力不一,根据我的所见,有的厂家电解液可能三五天内铜丝可能就完全溶解完了。也有的一个月左右。但在灯鼎牌电解液中铜丝基本寿命可以达到3个月或更长时间再更换。所以换铜丝做挂具还是可行的。相对成本与生产效率及品质相比,还是物有所值。案例:江苏渭西集团电解抛光不锈钢拉篮,每个拉篮所需消耗的电流约为220A,首先采用钛丝做为挂丝,每个拉篮上挂三个点,电压需调节到8V才能达到所需的电流。在电解过程中,用手接触挂钩,明显感觉到挂钩发烫,电解后取出工件,在挂丝接触的地方有明显的烧黑挂点。而且发现钛的挂丝出现因温度过高,钛丝发蓝的现象。而改用相同规格的磷铜丝做为挂丝后,电压6.5V便可以达到所需电流,在电解过程中电压调节到10V挂钩没有发热现象,电解后的工件没有挂点。2、 适当的增加挂点:当然首先要确定在现在挂点情况下所电解后工件的挂点情况。如果在现在条件下只出现轻微的挂点,通过增加挂点的方式基本是可以解决问题的。这就好比修路,现有的将电流运输到工件上的线路只有一条或几条,所出现有结果就是有挂点,而出现挂点的原因是因为通过挂丝的电流超负荷。所以在这种情况之下,可以多增加一个或几个挂点,将电流分流流向同一个工件,减轻挂丝的电流负荷情况。对挂点大有改善。如果在现有条件下出现的挂点情况非常严重,则建议还是更换挂具材料,这种情况下增加几个挂点几乎是不能解决问题的,况且工人操作也很麻烦。3、 适当调低电压:首先电解抛光前要调试确定出所电工件的低电流,意思就是必须在多少电流以上工件才能电亮。低于正常电流的操作,会导致工件一直处理溶解状态,不出光。或是工件电解后表面会出现白雾状的脏污,需要手工擦拭后才能除掉,这是不可选的。当然高于正常所需电流操作是可选的,电压越高,出光速度会越快,可以减少电解时间,提高生产效率。所以工厂生产时一般都会采用偏高于正常电流来操作,以达到提高生产效率目的。但当所调节的电压过高时,很可能就会超出挂丝的大负荷,产生挂点。在这种情况下,挂点是可以通过适当放低输入电压来调节的。4、 可以降低或控制电解液的温度:电解液的导电性和挂丝的导电性在不同的温度情况下,导电性能正好相反。温度越高,挂丝的电阻越大,因为金属挂具内的自由电子在温度不断升高的过程中振动越强,所通过的电流路线越弯曲,所能通过的电流越小。而电解液则会随之温度的升高,内部电离子越活跃,导电性能越强。所以当电解液温度越高时,就会产生二种对挂点不利的因素,就是挂具的导电性会大大下降,而工件所需的电流会大大。从而从容易产生挂丝超负荷而产生挂点。这种情况下适当的降低电解液的温度就可以解决。大部份电解液在50~100度之间都是可以工作的,所以当温度达到80度以上或出现挂点情况时,可以适当停机几小时,让温度降低。或者是在电解槽的外围再建一个冷却槽包围电解槽,以流动水不断循环来隔层控制电解池的温度
前海灯鼎实业(漯河市分公司)【18018712562】在河南省漯河市本地专业从事泰州不锈钢电解抛光加工免费试样,价格低,发货快,效果好 (河南省 漯河市 郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、信阳市、周口市、驻马店市、商丘市 源汇区、郾城区、召陵区、舞阳县、临颍县)可送货上门。








