以下是:油缸管规格的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 在河南省漯河市采购油缸管规格请认准九冶管业(漯河市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【17706353138】,地址:丁块工业园)。 河南省,漯河市 2022年,漯河市地区生产总值1812.9亿元,比上年增长5.2%。
不要满足于简单的文字描述,点击我们的油缸管规格产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。以下是:油缸管规格的图文介绍
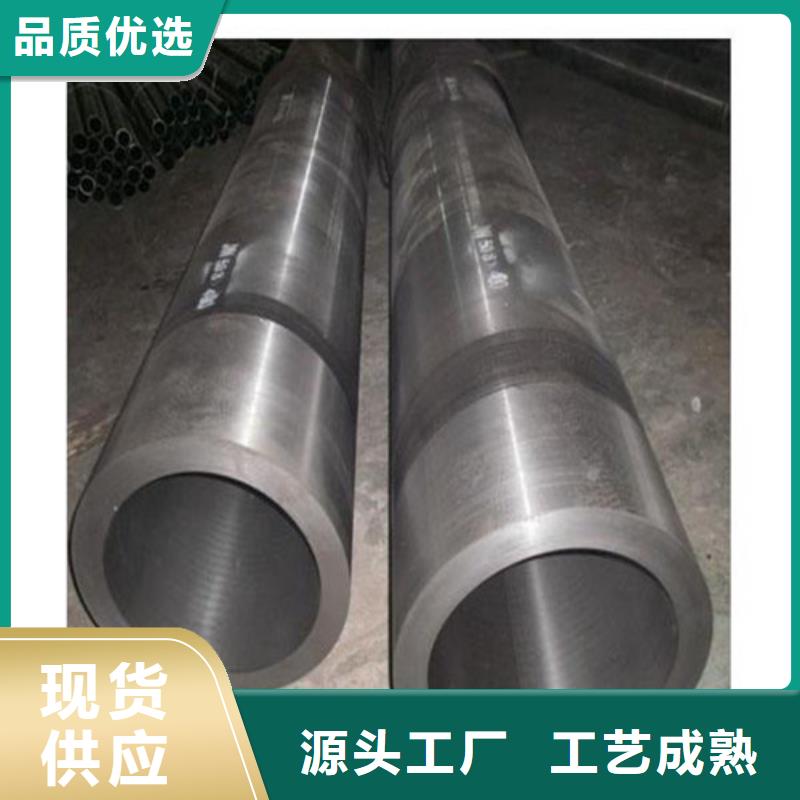
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。
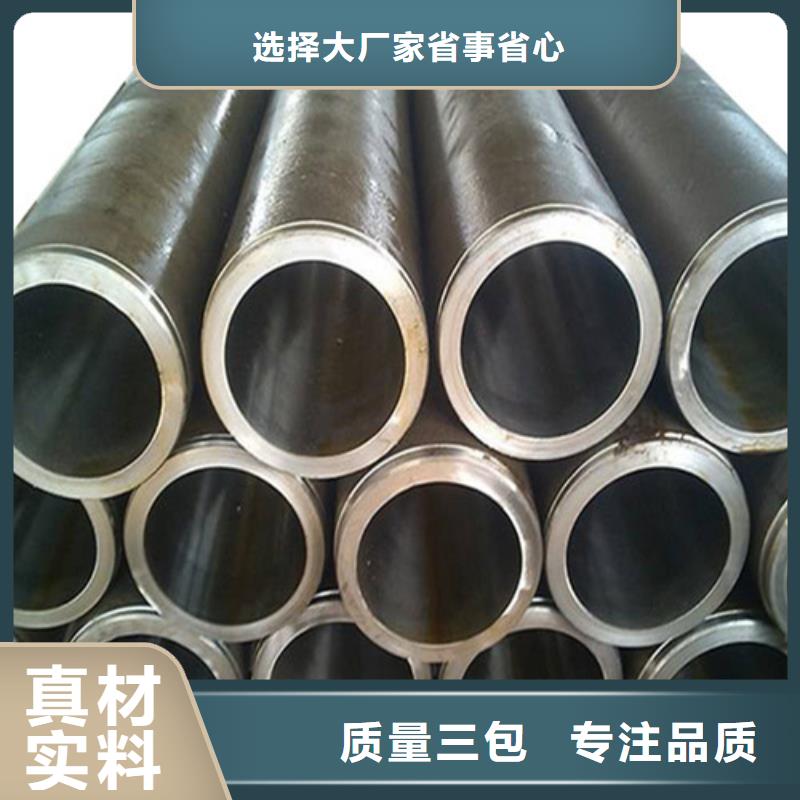
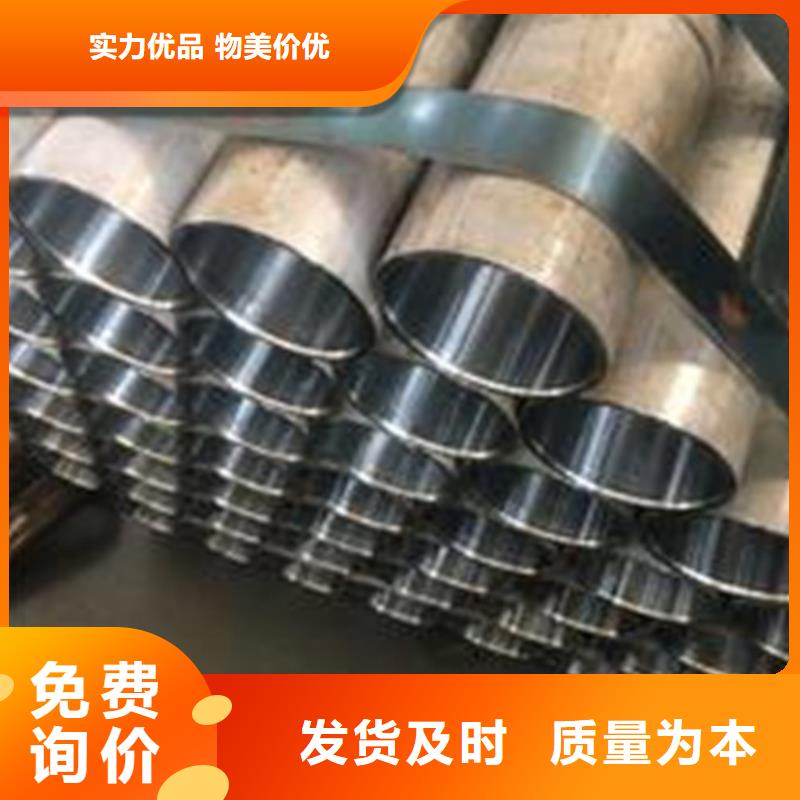
绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。热轧绗磨管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
绗磨管为什么无缝钢管有时候需要酸洗呢?首先大家要了解什么是酸洗:利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸、硝酸和混合酸等。酸洗过程就是为了去除表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛油石灰,铜铝管-涂油),用老工艺-镀铜),再进行拔制深加工。钢管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。而且钢管在制造过程中,经过多道工序后,如果稍微不注意,都会在钢管表面留下伤痕,使零部件抗 腐蚀性能降低,直接影响使用寿命。为提高钢管抗腐蚀能力,延长产品使用寿命,因此对钢管必须进行酸洗、钝化表面处理,使表面形成一层保护膜。
因 绗磨管产品批次不同, 绗磨管原材料价格不同,具体详细价格请联系我们河南漯河九冶管业有限公司的销售经理。
选购油缸管规格来河南省漯河市找九冶管业(漯河市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【17706353138】,地址:[丁块工业园]。









