
以下是:T型接口球墨铸铁管必看的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 9999 运费说明 1 产品规格 齐全 产品数量 99999 价格 电议 厂家 山东开安 T型接口球墨铸铁管必看,开安管业(莆田市分公司)为您提供T型接口球墨铸铁管必看的资讯,联系人:夏志明,电话:888-0628、13562007212,QQ:810507637,发货地:东昌府区凤凰工业园百亿钢管物流园A区28号。 福建省,莆田市 1983年9月9日,国务院批准设立地级莆田市。莆田市历史底蕴深厚,建制至今已有1500多年,素有“海滨邹鲁”、“文献名邦”之美称,自唐以来,涌现出2482名进士、21名状元,17名宰相。基础设施完善,湄洲湾、兴化湾、平海湾“三湾环绕”,湄洲湾为深水良港,可建万吨级以上泊位150多个;福厦铁路、永莆铁路贯穿全境,湄洲湾港口铁路支线投入使用,福厦高铁开通运营;福厦高速、沈海复线、莆永高速、湄渝高速形成“两纵两横”格局。同时,莆田被列为批新型城镇化综合试点地区,及消费品工业“三品”战略示范城市。2020年10月,被评为全国双拥模范城(县)。市境内有广化寺、湄洲岛、南少林寺等风景名胜。
无论您是初次接触还是已经熟悉,我们的T型接口球墨铸铁管必看产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。以下是:T型接口球墨铸铁管必看的图文介绍
使用要点
1、沟槽开挖
沟槽底宽应按下式计:B=D1+2(b1+b2)
式中:B—管道沟槽底部的开挖宽度(mm) D1—管道结构的外缘宽度(mm) b1—管道一侧的工作面宽度(mm) b2—管道一侧的支撑宽度(mm)
2、沟槽支撑
根据沟槽土质、地下水、开槽断面、荷载条件等因素进行设计,要求牢固可靠,防止塌方、支撑不得妨碍下管和稳管。
3、 T型接口管道在垂直或水平方向转弯处应设支墩。应根据管径、转角、工作压力等因素经计算确定支墩尺寸。
4、输送生活饮用水时,管道不应穿过毒物污染区,如必须穿过时应采取防护措施。
5、凡承插连接的球墨铸铁管线,必须经计算设支墩,参见建筑标 准设计图集10S505《柔性接口给水管道支墩》。
6、球墨铸铁管的外防腐蚀涂层应根据敷管地的土质情况来选择镀锌和环氧沥青涂层或更高要求的涂层。
7、管道安装完、试压合格后,宜用低氯离子水冲洗和0.03%高锰酸钾水溶液消毒。
修复受损伤的球墨铸铁管需要什么技术
1.球墨铸铁管校圆:
经过运用液压或机械起重的办法,顶起内部向外压,或从管子表面面运用压力向内压.为了防止损坏水泥砂浆衬层,应当运用与管子内形相似的硬木垫块.康复球墨铸铁管的外在形象。
2.球墨铸铁管切管:
切管所用的砂轮切开机应可以安装切开用砂轮和磨光用砂轮,由金钢砂(碳化硅)制作的砂轮很适宜用于切开带水泥内衬的管子,切管时,应将管子放在水平地面或方木上,切管的进程为:作符号、切管、磨光.
3.球墨铸铁管外涂层修补:
用毛刷和钢丝清洁表面,必要时可用气燃办法枯燥,用钢丝刷清理干净后,涂上油漆.
4.球墨铸铁管内衬修补:
a.把需求修补的部分转到底部,把损杯的部分剔去.
b.用金属刷子除掉残留的水泥块,湿润待修部分的水泥层边际,然后等候几分部.
c.填充水泥砂浆,并把它压至原有水泥涂层厚度.
d.结束就是把表面涂滑润并且加上一些水或掩盖一层湿布,以防水泥干得太快而发作裂纹。
“造优质 球墨铸铁管,创国际”是福建莆田开安管业有限公司的坚定信念和永恒追求,向用户提供优质的 球墨铸铁管产品和完善的服务是我们对用户的承诺。 我们将继续以高品质,高标准和合理的价格及良好的服务来回报广大用户对我们的支持,欢迎国内外客户的光临惠顾,我们将竭诚为您服务!
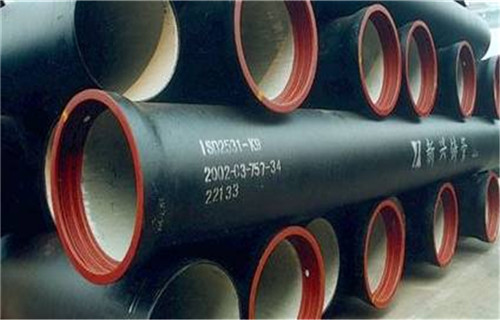
球墨铸铁管具有良好的抗外压性,可以降低管床和保护层的制作要求,使管道铺设既经济又可靠;另外,外喷锌、喷沥青漆、内衬水泥等措施保证了铸管第、外抗腐蚀性。球墨铸铁管,国标球墨铸铁管生产,墨铸铁管厂家,墨铸铁管直销k9球墨铸铁现货,球墨铸铁管生产商离心球墨管低价销售,墨铸铁管销球墨管、球墨铸铁管、球墨给水管,是专业生产离心球墨铸铁管的厂家,提供市场*新球墨铸铁管价格的报价。提供球墨铸铁管报价,球墨铸铁管标准,球墨铸铁管重量表,球墨铸铁管价格,,球墨管价格,球墨管重量,球墨管,球墨给水管,离心球墨铸铁管施工资料,离心球墨铸铁管 口径: DN80-1200 符合ISO2531 GB/T13295标准 材质球墨铸铁 内衬水泥 外面高温喷锌喷涂沥青 喷锌层不小于130克/M2 质量国内 产品出口到世界各地 球墨铸铁管,国标球墨铸铁管生产,墨铸铁管厂家,墨铸铁管直销k9球墨铸铁现货,球墨铸铁管生产商,离心球墨管低价销售,墨铸铁管销球墨铸铁管,柔性接口铸铁排水管、 管件的专业化大型企业.在球墨管件、井盖铸的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2003ISO2531EN标准,井盖执行EN124标准。
球墨铸铁管的出厂成型率怎么提高
合理操控浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。操控机身冷却水进口温度为28-36℃,出口温度为50-57℃。二、操控原料加入,降低夹渣缺陷
为解决降低铁液中的含硫量,削减硫化物的发生,应操控W(S)<0.02%;适当进步浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量操控在1-2%为宜;加强铁液的扒渣和挡渣作用;铁液中的残镁流量不易过高(操控在0.035-0.045%),以削减铁液外表氧化。
三、改进离心设备,有用防备裂纹
削减铁液在高温的停留时间,加强孕育特别是随流孕育作用。随流孕育剂加入量操控为铁液量的0.1-0.25%;确保管模粉散布均匀,操控管模内外表用量为20-30g/m2。操控好水冷金属型离心机冶炼工艺参数。
您是想要在福建省莆田市采购高质量的T型接口球墨铸铁管必看产品吗?开安管业(莆田市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的T型接口球墨铸铁管必看产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:夏志明-13562007212,QQ:810507637,地址:《东昌府区凤凰工业园百亿钢管物流园A区28号》。














