
以下是:不锈钢306电解抛光设备技术指导的产品参数不锈钢306电解抛光设备技术指导,金杰电解抛光设备厂(三亚市分公司)为您提供不锈钢306电解抛光设备技术指导的资讯,联系人:罗生,电话:【0755-89233277】、【18124592824】,发货地:龙岗区横岗塘坑路。 海南省,三亚市 2022年,三亚市地区生产总值847.11亿元,同比下降4.5%。
我们的不锈钢306电解抛光设备技术指导视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!以下是:不锈钢306电解抛光设备技术指导的图文介绍
本公司坐落于龙岗区横岗塘坑路,欢迎惠顾! 海南三亚金辉杰电解抛光设备厂生产 不锈钢电解抛光设备。本公司是一家集研发、制造、销售于一体的自主创新企业。以严格的制作标准的测试过程为本,打造我们的业务基础。 经过多年不懈努力公司已成了远近驰名的品牌企业,备受业内外认同。
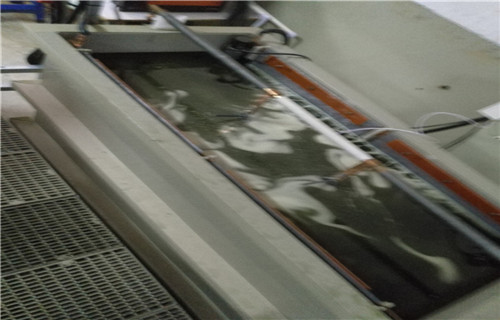
不锈钢电解抛光工艺流程!
(1)电解前必须除油,以免油污污染抛光液或引起抛光液面大量泡沫。
(2)经常测量电解液密度,如果密度小,说明含水多,可加热的方法除去多余的水分,如果密度大,说明水分较少,可补充水分到比重1.72。
(3)抛光液的老化:电解液在长期工作时,工件表面的铁镍铬离子溶解到抛光液中,溶液中的铁镍铬离子含量逐渐升高,溶液失去抛光能力,升高温度,加大电流都无作用,好的办法就是更换新液,可以全部更换,也可以更换80% 。
(4)定期清理阴极板和槽底。在抛光过程中铅版表面会吸附一层厚厚的铁镍杂质,影响阴极表面导电,电流下降,,因此要及时将阴极板上沉积物干净。铁镍铬等杂质沉积在槽底会影响电解液的使用寿命,大约一个月清槽一起。
(5)控制好槽液的温度。温度过高,易产生过腐蚀;温度过低,黏膜增大,阳极表面黏膜增厚,不利于阳极溶解物的扩散,使抛光整平效果明显降低,佳使用温度60—65℃,欢迎来电咨询!
1、工艺:(除油
除锈活化→水洗→晾干)→电解抛光→水洗→钝化→水洗→中和→水洗;
2、原液使用,铅板做阴极(负极),不锈钢工件做阳极(正极),温度为 60-65度,电流密度为10-25安培/平方分米,电压8—10伏,电解时间5-8分钟。(根据用户不同的要求可浸5-40分钟)
注意事项:
1、本抛光液在其使用初期会产生泡沫,因此抛光液液面与抛光槽顶部之间的距离不应≥15cm;
2、 不锈钢工件在进入抛光槽之前应尽可能将残留在工件表面的水分除去,因工件夹带过多水分有可能造成抛光面出现麻点,局部浸蚀而导致工件报废;
3、在电解抛光过程中,作为阳极的不锈钢配件,因其所含的铁、铬元素不断转变为金属离子溶入抛光液内而不在阴极表面沉积。随着化学反应的进行,金属离子浓度会不断增加,当达到一定浓度后,这些金属离子以磷酸盐和硫酸盐形式从抛光液内沉淀析出,沉降于抛光槽底部。因此抛光液必须定期过滤,去除这些固体沉淀物;
4、在抛光槽反应过程中,除磷酸、硫酸不断消耗外,水分因蒸发和电解而损失,此外,高粘度抛光液不断被工件夹带损失,抛光液液面不断下降,需经常往抛光槽补加抛光液和水;
5、本产品中和后排放符合当今环保要求
在海南省三亚市采买不锈钢306电解抛光设备技术指导到金杰电解抛光设备厂(三亚市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:罗生-【18124592824】,地址:《龙岗区横岗塘坑路》。







