


以下是:弧型钢制闸门直销厂家的产品参数
产品参数 产品价格 200/吨 发货期限 卖方付 供货总量 200000 运费说明 隔天 材质 钢制、不锈钢 发货产地 河北 适用水质 污水 品牌 瑞鑫 弧型钢制闸门直销厂家,瑞鑫水工机械厂(绍兴市分公司)为您提供弧型钢制闸门直销厂家产品案例,联系人:武经理,电话:【0319-4786765】、【13933744225】,发货地:城北工业区。 浙江省,绍兴市 绍兴市已有2500多年建城史,是中国具有江南水乡特色的文化和生态旅游城市,是首批历史文化名城、联合国人居奖城市、东亚文化之都、中国旅游城市、森林城市、中国民营经济活力城市、全国文明城市、卫生城市,也是的水乡、桥乡、酒乡、书法之乡、名士之乡。绍兴素称“文物之邦、鱼米之乡”,的文化古迹有兰亭、禹陵、绍兴鲁迅故里、沈园、柯岩、蔡元培故居、周恩来祖居、秋瑾故居、马寅初故居、王羲之故居、贺知章故居等。
【全新视界!】弧型钢制闸门直销厂家产品视频,带你领略产品新风尚!
以下是:弧型钢制闸门直销厂家的图文介绍
门叶放样下料、矫正①、按图纸结构制作工艺及工序流程,进行放样,放足一、二类焊缝部件周边刨坡口余量及整体焊接矫正收缩余量,做样板,然后转下道工序划线下料。放样中注意为分块运输而在闸门宽度方向布设的两条纵缝的位置,纵缝所经的面板、主梁、次梁等应错开,且错开均不小于20CM。②、横梁翼板、纵梁翼板工字钢梁、边梁翼板下料后,矫正平直放翼板与腹板拼装中心线。③、横梁腹板、边梁腹板、纵梁腹板、吊点板下料后,矫正平直,转下道工序。④、小横梁型钢加强筋板等部件下料矫正平直,(按施工图需要加工的部件进行外金加工)。⑤、面板及反向翼板下料按拼接工艺进行配料,面板拼接缝与其它任何拼装焊缝,错开不小于200毫米,放足对接坡口、对接后整体角方余量,转下道工序。⑥、以上材料件,经检查合格符合图纸及规范要求后,转下道工序拼装。⑶、门叶拼装、焊接和矫正①、面板及反向翼板拼焊根据施工图,依顺序进行拼接,用手工焊进行点焊,然后用水准仪进行面板操平,检验合格后施放各梁格拼装控制线,留足后接方余量。②、在面板上将各梁的位置放样,然后将顶底梁点焊在面板上,将另一边梁的腹板与翼板点焊,将主梁下翼板及腹板点焊固定在面板上与顶、底及一边梁联成一整体,将另一边梁腹板、翼板、主梁翼板点焊固定,形成一整体框架,进行闸门尺寸矫正,水准仪操平。③、将纵梁、次横梁依次点焊到面板与大梁框架上。④、将各加强板固定操平。⑤、所有零件拼装好后,再进行加强点焊,然后用对称焊及分段退步焊将大梁背格及所有焊缝进行焊接,焊接过程根据闸门变形情况及时调正焊缝位置及焊高,用加热方法进行变形矫?正,然后分块翻身,将所有未完成焊缝焊接⑥、所有部件制作结束后,对部件外形几何尺寸及平直度,焊缝外观和无损探伤,质检人员按DL/T5018规范标准检查合格,并做好检测记录。⑦、焊工持证上岗,严格按照焊缝工艺及规范进行焊接,焊接检验人员现场跟踪按工艺规范检查,门叶焊缝全部焊好后,由专职检验人员按规范对门叶各类焊缝外观进行检查和无损探?伤检查,并满足DL/T5018规范标准要求,做好各类焊缝检测资料备查。⑧、焊接矫平后,装侧、底止水封压板,以门叶中心放侧止水螺孔中心线,再以门叶底缘放底止水螺孔中心线,并打上洋冲,用摇臂钻床或磁铁钻钻孔。质检部门专职检验人员对门体结构按图纸及规范DL/T5018有关条款要求检查合格,做好终检测资料,方可进行防腐工作。⑷、防腐工艺流程工件检查→喷砂除锈→除锈质检→锌→锌镀层检查→涂刷封闭层→封闭层检查
浙江绍兴瑞鑫水工机械厂致力于【铸铁闸门】的生产与销售。公司本着品种多、质量优、价格低、服务好的宗旨,不断开发、创新【铸铁闸门】产品,以满足日益发展的市场需求。
浙江绍兴瑞鑫水工机械厂因地处城市的中心地带,优越的地理位置,便捷的交通环境,使得本就茁壮生命力的【铸铁闸门】产品在广阔的市场潜力面前拥有了巨大的开发价值。
欢迎广大新老客户来电来函与本公司洽谈业务。我们相信,当您购买了我们的【铸铁闸门】产品后不是一笔交易的结束,而是我们长期合作的开始。时间将证明,我们就是您的正确选择!
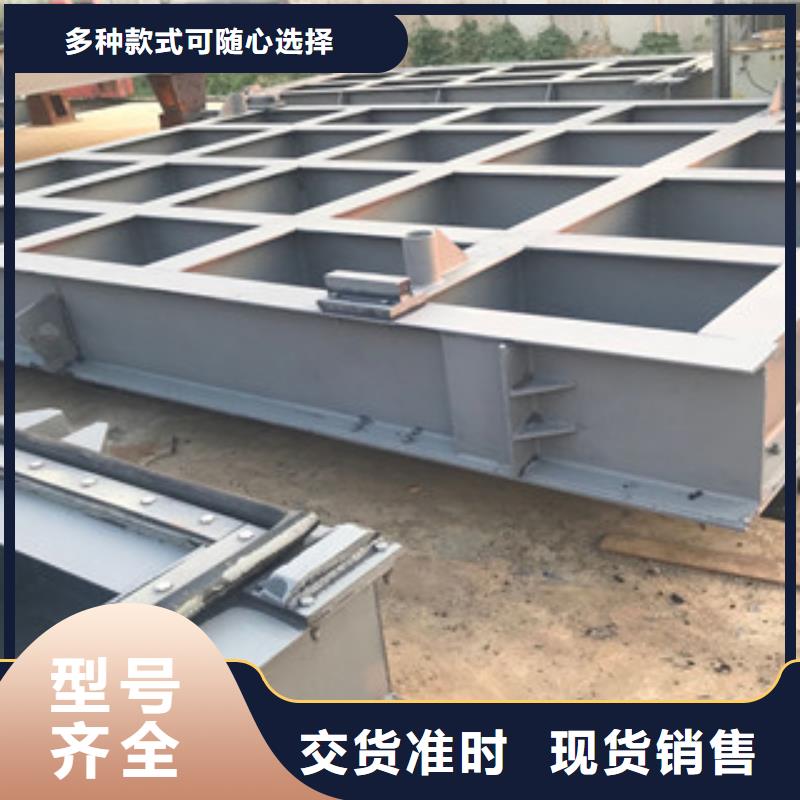
卧倒式钢闸门采用 ,止水效果好,系数高,使用维修方便,价格低廉,适用于现代化有景观要求的水利工程和市政工程,旅游景点,城市污水,城市河流,操作平稳,可配斜拉螺杆启闭机或液压启闭机,隐蔽性好,适合双面上水,可以在水位差较大时启闭,没有附属设施和设备管理用房,景观效果好。规格可根据孔口要求定做。
钢制闸门是给排水工程、水利、水电工程中常用的拦水、止水设备,用以开启或关闭过水口。主要用于城市给水排水、化工、防洪、水利、市政建设等水工构筑物进、出水口,作流道切换或截断水流之用.可广泛用语自来水厂、污水处理厂、城市雨污水泵站、水利防汛等行业.
我厂生产钢闸门主要部件的材质为普碳钢、密封件采用P型橡胶,闸槽可用碳钢制作也可用铸铁、混凝土制作。钢闸门特点:耐腐蚀的不锈钢材料和双向支承结构方式,使它具有:强度高、构造简单、维护方便、价格低廉、重量轻、耐蚀性好、使用寿命长、可双向承受压力条件及密封性能好等特点.钢闸门的应用得到用户的认可和好评。
启闭钢闸门可用螺杆式启闭机,也可用卷扬式启闭机。钢闸门防腐按SL105规范进行。经过防腐处理的钢闸门使用寿命可达30年之久。可分为平面闸门和弧形闸门,平面闸门又可分为平面滑动闸门和平面定轮钢闸门。平面滑动钢闸门:结构简单,操作运行方便可靠。平面定轮钢闸门:应用于孔口尺寸或水头比较大的平面闸门中。它可以减小摩擦阻力,大幅度地降低启闭力,节约启闭机的投资。钢闸门的制造质量符合(不低于)DL/T5018的规范要求。此系列派生产品:不锈钢闸门、、螺旋插板闸门、YGZ系列硬止水面钢制闸门、DLM系列叠梁门。主要设计参数:1.设计工作压力;2.渗漏量小于
钢闸门制造工序
1、闸门制作
闸门制造及组装方案根据工程技术文件及图纸所示
① 施工前,按施工详图和技术规范要求,编制好制造工序流程
②闸门制造工序流程如图
放样 → 划料 → 面板拼接 → 顶底梁位置固定
→ 一边梁固定 → 主梁下翼板腹板固定 → 另一边梁固定
→ 主梁上翼板固定 → B—B剖面纵梁点焊 → C—C剖面纵梁点焊
→ 次横梁固定 → 吊座焊接 → 加强点焊 → 背格对称焊接
→ 闸门分块翻身 → 面板及背格焊接
2、闸门制作工序流程
⑴、原材料
①、按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关标准和部颁标准,并附有出厂材料质量证明文件和合格证,
我公司质检科按图纸要求对各种材料进行复查,瑞鑫水工报监理工程师验收后方可施工。
②、对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料
放样和下料。
⑵、门叶放样下料、矫正
①、按图纸结构制作工艺及工序流程,进行放样,放足一、二类焊缝部件周边刨坡口余量及整体焊接矫正收缩余量,做样板,然后转下道工序划线下料。放样中注意为分块运输而在闸门宽度方向布设的两条纵缝的位置,纵缝所经的面板、主梁、次梁等应错开,且错开均不小
于20CM。
②、横梁翼板、纵梁翼板工字钢梁、边梁翼板下料后,矫正平直放翼板与腹板拼装中心线。
③、横梁腹板、边梁腹板、纵梁腹板、吊点板下料后,矫正平直,转下道工序。
④、小横梁型钢加强筋板等部件下料矫正平直,(按施工图需要加工的部件进行外金加工)。
⑤、面板及反向翼板下料按拼接工艺进行配料,面板拼接缝与其它任何拼装焊缝,错开不小
于200毫米,放足对接坡口、对接后整体角方余量,转下道工序。
⑥、以上材料件,经检查合格符合图纸及规范要求后,转下道工序拼装。
⑶、门叶拼装、焊接和矫正
①、面板及反向翼板拼焊根据施工图,依顺序进行拼接,用手工焊进行点焊,然后用水准仪
进行面板操平,检验合格后施放各梁格拼装控制线,留足后接方余量。
②、在面板上将各梁的位置放样,然后将顶底梁点焊在面板上,将另一边梁的腹板与翼板点焊,将主梁下翼板及腹板点焊固定在面板上与顶、瑞鑫水工底及一边梁联成一整体,将另一边梁腹板、
翼板、主梁翼板点焊固定,形成一整体框架,进行闸门尺寸矫正,水准仪操平。
③、将纵梁、次横梁依次点焊到面板与大梁框架上。
④、将各加强板固定操平。
⑤、所有零件拼装好后,再进行加强点焊,然后用对称焊及分段退步焊将大梁背格及所有焊缝进行焊接,焊接过程根据闸门变形情况及时调正焊缝位置及焊高,用加热方法进行变形矫
正,然后分块翻身,将所有未完成焊缝焊接
⑥、所有部件制作结束后,对部件外形几何尺寸及平直度,焊缝外观和无损探伤,质检人员
按DL/T5018规范标准检查合格,并做好检测记录。
⑦、焊工持证上岗,严格按照焊缝工艺及规范进行焊接,瑞鑫水工焊接检验人员现场跟踪按工艺规范检查,门叶焊缝全部焊好后,由专职检验人员按规范对门叶各类焊缝外观进行检查和无损探
伤检查,并满足DL/T5018规范标准要求,做好各类焊缝检测资料备查。
⑧、焊接矫平后,装侧、底止水封压板,以门叶中心放侧止水螺孔中心线,再以门叶底缘放底止水螺孔中心线,并打上洋冲,用摇臂钻床或磁铁钻钻孔。质检部门专职检验人员对门体结构按图纸及规范DL/T5018有关条款要求检查合格,做好终检测资料,方可进行防腐工作。
⑷、防腐工艺流程
工件检查 → 喷砂除锈 → 除锈质检 → 锌 → 锌镀层检查
→ 涂刷封闭层 → 封闭层检查
您是想要在浙江省绍兴市采购高质量的弧型钢制闸门直销厂家产品吗?瑞鑫水工机械厂(绍兴市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的弧型钢制闸门直销厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:武经理-【13933744225】,地址:《城北工业区》。











