




为了给您提供更的优质的单/双法兰限位伸缩接头厂家产品信息,解锁优质的单/双法兰限位伸缩接头厂家产品新体验,视频带你玩转每个细节!
以下是:优质的单/双法兰限位伸缩接头厂家的图文介绍


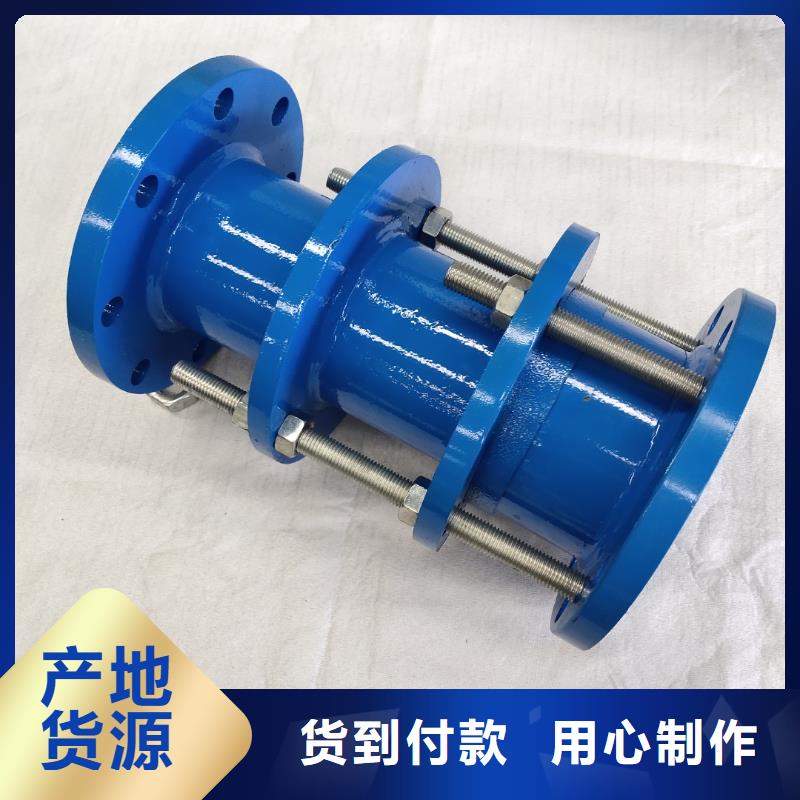
单法兰限位伸缩接头是由松套伸缩接头和限位短管等构件组成。它能防止管道因超量位移导致补偿接头的泄漏或损坏,安装时调整产品两端与管道或法兰的安装长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样就能让管道在伸缩量范围内可以自由伸缩,锁定伸缩量,确保管道的运行。 单法兰限位伸缩接头(伸缩器)系列产品属金属制品、其有较高的抗拉和抗压强度,软密封性能优越,装卸方便等功能,被广泛应用于电力、冶金、化工、给排水和污水处理等行业,主要作用于水泵于阀门和管道之间的连接。伸缩接头在管道运行中有一定的多向位移作用,对管道在运行中由于热涨冷缩、地壳下陷和受力产生着重要的伸缩补偿作用,因此,伸缩接头可以缓解管道运行中的盲板推力,对管道起到一定的保护,特别是对管道的安装和维修提供了便利。但是,在水泵出口处和管道转角处,在无固定支墩、无限位支墩和定向限位支墩支架的滑动管道连接中应采用传力接头和限位传力接头,或采用限位伸缩器(伸缩节)和防拉脱限位橡胶接头,以及可采用限位伸缩接头及卡箍柔性接头,因为传力接头通过传力螺栓(即全丝螺栓)能把启泵时的盲板推力传导到泵和管道各部位,避免推力集中于管道转角处或泵的近端,发生冲击力损伤设备。



多年来,随州乐水活性炭醋酸钠乙酸钠聚合氯化铝环保科技有限公司一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 活性炭的生产销售和服务于一体的企业,另外本公司生产的 活性炭等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。



双法兰限位伸缩接头(),与大家熟知的线棒接头一样,在安装使用要求上是非常严格的,当然了其方法和要求也是有所不同的,我们只有掌握了正确地操作要领,才能够防止在使用过程中各种故障的发生,当然了有些故障也许不是我们人为操作造成的,但是如何解决这些故障,也是我们大家非常关心的问题,对于一些常见故障的解决方法,今天乐水在这里来给大家分享下,希望能够对大家有所帮助。 1、伸缩接头与、补偿器大多采用法兰连接,法兰连接时需采用的密封件、套筒件、法兰、紧固件等配套管件,必须由管件生产厂家配套供应;电熔连接、热熔连接应采用专用电器设备、挤出焊接设备和工具进行施工; 2、伸缩接头连接时必须对连接部位、密封件、套筒等配件清理干净,套筒(带或套)连接、法兰连接、卡箍连接用的钢制套筒、法兰、卡箍、螺栓等金属制品应根据现场土质并参照相关标准采取防腐措施; 3、承插式柔性接口连接宜在当日温度较高时进行,插口端不宜插到承口底部,应留出不小于10mm的伸缩空隙,插入前应在插口端外壁做出插入深度标记;插入完毕后,承插口周围空隙均匀,连接的管道平直; 4、电熔连接、热熔连接、套筒伸缩接头(带或套)连接、法兰连接、卡箍连接应在当日温度较低或接近低时进行;电熔连接、热熔连接时电热设备的温度控制、时间控制,挤出焊接时对焊接设备的操作等,必须严格按接头的技术指标和设备的操作程序进行;接头处应有沿管节圆周平滑对称的外翻边,内翻边应铲平。 5、管道与井室宜采用柔性连接,连接方式符合设计要求;设计无要求时,可采用承插管件连接或中介层做法。 6、管道系统设置的弯头、三通、变径处应采用混凝土支墩或金属卡箍拉杆等技术措施;在消火栓及闸阀的底部应加垫混凝土支墩;非锁紧型承插连接管道,每根管节应有3点以上的固定措施。 7、安装完的管道中心线及高程调整合格后,即将管底有效支撑角范围用中粗砂回填密实,不得用土或其他材料回填。



abcdefg

单法兰限位伸缩接头在安装使用前应该对其进行焊接预热,预热时我们应该怎么做,预热时需要注意什么呢? 当温度改变时管子能在接头当中自由的伸缩,本地基下沉,管子能偏斜,并确保密封无渗漏,因此起到自动补偿之目的。中泰法兰式管道伸缩器浅谈伸缩接头中的压盖式限位伸缩接头:伸缩接头的不同型号也不少,这次先来伸缩接头中的压盖式限位伸缩接头:伸缩接头全是用来呵护管道的。在务必的压力边界内实行伸缩或移动,伸缩接头也有伸缩量的限制,假设达到的限制,伸缩接头自动执行限制,以确保管道使用中的运行。压盖式限位伸缩接头是在松套伸缩接头原有的安装上添加伸缩量,限位安置也有较大改善,免得自动限位时,变压大因此损坏自己及管道。单法兰限位伸缩接头在应用前要进行焊前的预热,这样可以大大提单法兰限位伸缩接头的性能,提高工作效率。那么在进行焊前预热的时候又该怎么进行呢?伸缩接头进行焊前预热的焊件,其层间温度应在规定的预热温度范围内。当焊件温度低于0摄氏度是,钢材的焊缝应在始焊处100mm范围内预热到15摄氏度以上。对有应力腐蚀的焊缝,应进行焊后热处理。非奥氏体异种钢焊接时,应按焊接性较差的一侧钢材选定焊前预热和焊后热处理温度,但焊后热处理温度不应超过另一侧钢材的临界点。调制钢焊缝的焊后热处理温度,应低于其回火温度。单法兰限位伸缩接头焊前预热及焊后热处理时,应测量重庆管路伸缩接头生产厂家和纪实其温度,测温点的部位和数量应适宜,测温仪表应经计量检定及格。对容易产生焊接延迟裂纹的钢材,焊后应立马执行焊后热解决,当不能马上实行焊后热治理时,应在焊后立即匀称加热至200-300摄氏温度。执行保温锾冷,其加热边界应与焊后热解决要求一模一样。
