


以下是:锅炉热喷涂招标联系山东宏合公司的产品参数
产品参数 产品价格 600 发货期限 电议 供货总量 电议 运费说明 电议 山东锅炉热喷涂 山东 锅炉热喷涂招标联系山东宏合公司,宏合集团(通辽市分公司)专业从事锅炉热喷涂招标联系山东宏合公司,联系人:张经理,电话:【06358655311】、【13780722348】,发货地:开发区,以下是锅炉热喷涂招标联系山东宏合公司的详细页面。 内蒙古自治区,通辽市 通辽市,原称哲里木盟,内蒙古自治区辖地级市,地处内蒙古自治区东部,东靠吉林省四平市,西接赤峰市、锡林郭勒盟,南依辽宁省沈阳市、阜新市和铁岭市,北与兴安盟以及吉林省白城市、松原市为邻,地处中纬度,属中温带、干旱和半干旱、大陆性季风气候,总面积59535平方千米。截至2022年10月,全市辖1个区、1个县和5个旗,代管1个县级市。截至2022年底,全市常住人口283.46万。
想了解锅炉热喷涂招标联系山东宏合公司产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:锅炉热喷涂招标联系山东宏合公司的图文介绍
超音速电弧喷涂的技术原理都是有什么
1.超音速电弧喷涂技术原理是:
(1)通过接通的电源,在1/1000—1/10000秒内,使耐腐蚀金属丝材产生电弧熔化,熔融金属的高温液滴被超音速的空气喷吹、雾化、喷涂至预先喷砂除锈的钢铁构件表面上,通过材质形成纯度高、通过超音速的速度结合力更强,形成冶金结合喷涂层,它对活泼的钢铁基体具有阴极起到有效的保护作用。
(2)在喷涂层上均匀涂敷具有抑制腐蚀作用的专用封闭剂,它不仅能进一步隔绝腐蚀介质侵蚀基体钢铁,同时使电弧喷涂金属层与封闭涂层界面阻抗增大,耐腐蚀性能大为增强。
(3)电弧喷涂防腐涂层的防腐原理为机械屏蔽和阴极保护联合作用。
(4)当涂层发生破损、腐蚀介质存在时,金属喷涂层能够牺牲自己,保护钢铁基体不发生腐蚀.
2.电弧喷涂长效防腐技术的突出特点
(1)与金属基体的结合力高:电弧喷涂层与基体以机械热镶嵌和微冶金结合共同作用,涂层表现出较高的结合力,是火焰喷涂的3倍,大大超过了 标准,在所有防腐涂层里结合力 。
(2)防腐寿命长:根据不同的腐蚀环境和具体的工件特点,通过合理的涂层设计,目前电弧喷涂长效防腐涂层体系自身的耐蚀寿命达50年以上,是重防腐油漆的4—5倍,热浸镀锌的2—3倍,玻璃钢涂层的2—3倍。因此电弧喷涂防腐技术使钢结构件的使用寿命由10~15年提高到半个世纪以上。
(3)涂层质量好:电弧喷涂加热丝材方式为电弧加热,丝材融化温度高,融化均匀,喷涂致密,涂层质量稳定,对工件的热应力没有影响,而氧—乙炔火焰喷涂为火焰加热,丝材融化温度低,存在氧化、碳化等隐患,影响涂层质量。
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
锅炉热喷涂的工艺及注意事项
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等;
2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低;
3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。
行业专家认为山东锅炉热喷涂工艺需要注意一下几点:
1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。
2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。
3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
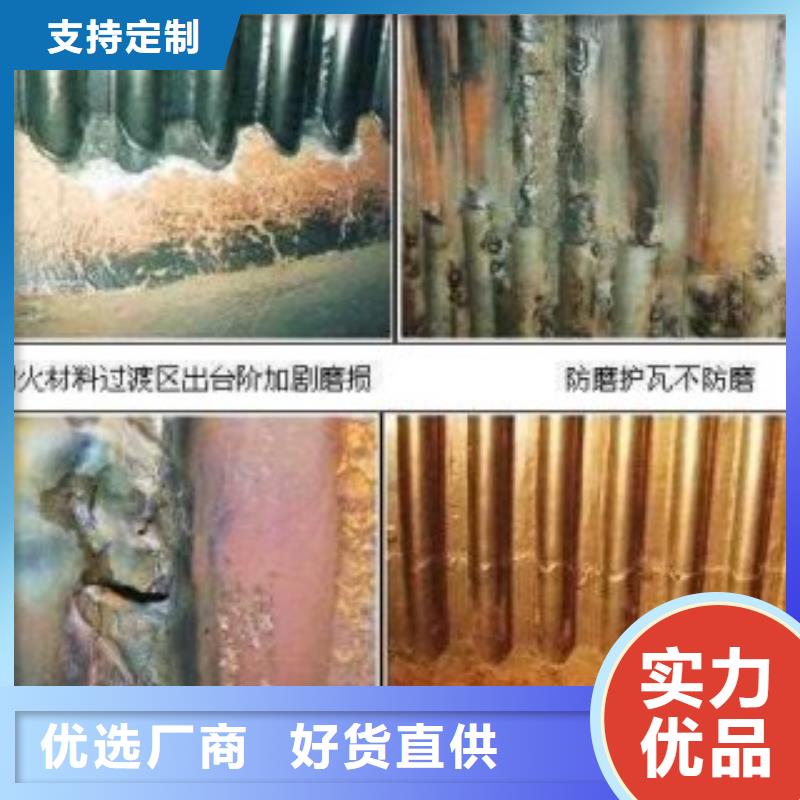
1.项目经理必须确保所有上岗的喷涂工、喷砂工及安检人员均以通过培训,并取得上岗资格。 2.项目经理必须将设备制造商及材料制造商在使用说明书中给出的所有信息通告给有关人员,(标准的附录)警告标签。 3.项目经理必须按热喷涂工序制订预处理区(含除油、喷砂工序)、喷涂区及后处理区(含封闭工序或精整工序)操作规程。确保每个有关人员对其所涉及的危害有清醒的认识,并且熟知要采取的相应的措施。 4.项目经理必须确保所有使用的热喷涂设备(如各类喷枪、控制设备、电源及电气设备、汇流排、流量计、调节器、调压阀、乙炔发生器、喷砂罐、空气净化设备以及热喷涂操作人员使用的防护装置等)都经过认可。(1)梳形导流板防磨新技术是以疏导炉膛内颗粒物料,使形成内循环,改变物料面壁流向及膛内四角的物料颗粒涡流流向,使物料流倾向于中心,避免和水冷壁碰撞,从而根治面壁流角涡流对水冷壁的接触磨损。
(2)梳形导流板是耐高温、耐磨多元素合金铸造成型,使用温度可达1250 oC,抗拉强度≧560 Mpa,该材料很好的配合了疏导型水冷壁防磨工艺,从材料上保证了该工艺的使用寿命。
(3)导流板主要安装在炉膛四周的密相区,因其是金属材质,对热传导能起到一定的增强作用,所以不会对锅炉内载负荷能力产生负面影响。
(4)导流板能有效破坏物料流在不平滑管壁处形成的涡流,减少物料粒子与水冷壁的碰撞,避免固体物料对水冷壁管的磨损,起到保护水冷壁的作用。
(5)导流板分层安装在炉膛四周,能有效降低物料颗粒沿水冷壁管下落的速度,隔离物料流与水冷壁管的接触,从而根本上解决了水冷壁管磨损问题。
内蒙古通辽宏合集团不仅生产、销售 无缝钢管,还为厂家和客户提供全套生产设备和的技术服务!我们的原则是品质至上、诚信为本、不断创新,热情欢迎海内外客户前来洽谈!
锅炉热喷涂招标联系山东宏合公司,宏合集团(通辽市分公司)为您提供锅炉热喷涂招标联系山东宏合公司产品案例,联系人:张经理,电话:【06358655311】、【13780722348】,发货地:开发区。












