


以下是:热喷涂技术施工厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 山东锅炉热喷涂 山东 热喷涂技术施工厂家,宏合集团(乌海市分公司)专业从事热喷涂技术施工厂家,联系人:张经理,电话:【06358655311】、【13780722348】,发货地:开发区,以下是热喷涂技术施工厂家的详细页面。 内蒙古自治区,乌海市 1976年1月10日,乌达市和海勃湾市合并成立乌海市。乌海市素有“黄河明珠”的美誉,三山环抱,一水中流,民风淳厚。乌海市境内资源富集,素以“乌金之海”著称;市境内水土光热资源丰富,适合葡萄种植,有“葡萄之乡”的美称。也是内蒙古西部地区的新兴工业城市,区位优势明显、交通便捷,通航北上广深等17个城市,是华北通往西北的重要枢纽。黄河穿城而过,被誉为“黄河明珠”,118平方千米乌海湖与乌兰布和沙漠相连,拥有一级保护植物四合木和桌子山岩画、秦长城等历史遗迹。
想要了解热喷涂技术施工厂家产品的魅力?视频为你揭晓答案!
以下是:热喷涂技术施工厂家的图文介绍
超音速电弧喷涂的技术原理都是有什么
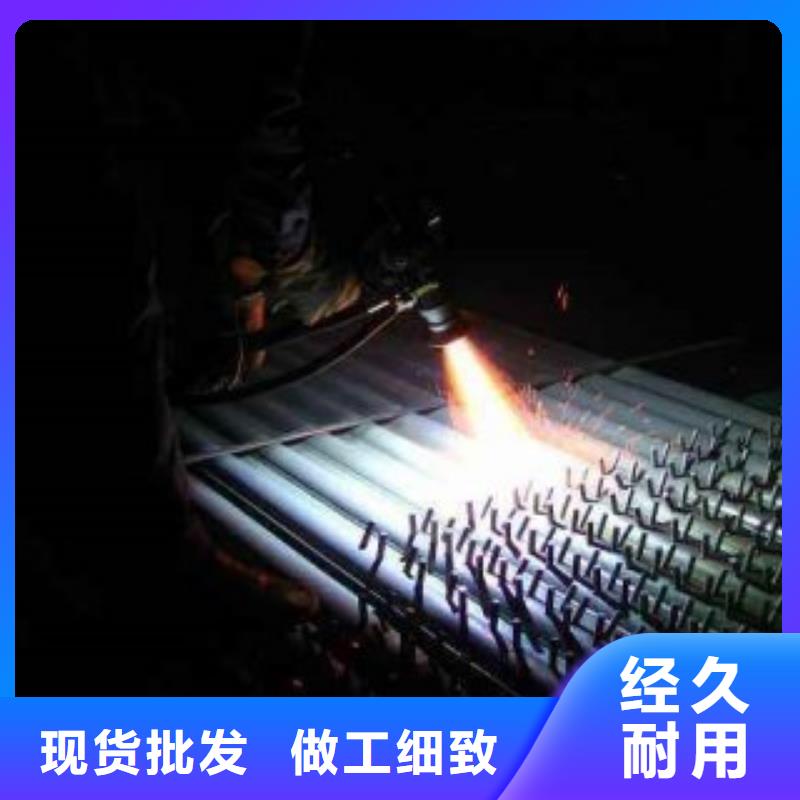
1.超音速电弧喷涂技术原理是:
(1)通过接通的电源,在1/1000—1/10000秒内,使耐腐蚀金属丝材产生电弧熔化,熔融金属的高温液滴被超音速的空气喷吹、雾化、喷涂至预先喷砂除锈的钢铁构件表面上,通过材质形成纯度高、通过超音速的速度结合力更强,形成冶金结合喷涂层,它对活泼的钢铁基体具有阴极起到有效的保护作用。
(2)在喷涂层上均匀涂敷具有抑制腐蚀作用的专用封闭剂,它不仅能进一步隔绝腐蚀介质侵蚀基体钢铁,同时使电弧喷涂金属层与封闭涂层界面阻抗增大,耐腐蚀性能大为增强。
(3)电弧喷涂防腐涂层的防腐原理为机械屏蔽和阴极保护联合作用。
(4)当涂层发生破损、腐蚀介质存在时,金属喷涂层能够牺牲自己,保护钢铁基体不发生腐蚀.
2.电弧喷涂长效防腐技术的突出特点
(1)与金属基体的结合力高:电弧喷涂层与基体以机械热镶嵌和微冶金结合共同作用,涂层表现出较高的结合力,是火焰喷涂的3倍,大大超过了 标准,在所有防腐涂层里结合力 。
(2)防腐寿命长:根据不同的腐蚀环境和具体的工件特点,通过合理的涂层设计,目前电弧喷涂长效防腐涂层体系自身的耐蚀寿命达50年以上,是重防腐油漆的4—5倍,热浸镀锌的2—3倍,玻璃钢涂层的2—3倍。因此电弧喷涂防腐技术使钢结构件的使用寿命由10~15年提高到半个世纪以上。
(3)涂层质量好:电弧喷涂加热丝材方式为电弧加热,丝材融化温度高,融化均匀,喷涂致密,涂层质量稳定,对工件的热应力没有影响,而氧—乙炔火焰喷涂为火焰加热,丝材融化温度低,存在氧化、碳化等隐患,影响涂层质量。
锅炉喷涂材料介绍
锅炉喷涂目前采用的工艺主要有:火焰喷涂、电弧喷涂、超音速电弧喷涂等。超音速电弧喷涂材料有(1.)45CT,主要成分为Ni、Cr、Ti,专门用于锅炉高温环境中硫腐蚀和氧化腐蚀保护,但成本较高。(2.)KM99,含Cr、Ni、B等合金或陶瓷成分,喷涂层中含有非晶相,喷涂后孔隙率很低,并且涂层中的氧化物极少。适用于较严重的磨损部位的防护,如循环流化床电站锅炉“四管”的高温冲蚀磨损的防护。(3.)PS45,与材料45CT所含成分相同,其Cr含量超过40wt.%,是北京有色金属研究总院研制出的一种新型耐高温氧化、硫化腐蚀和冲刷的预合金型涂层材料,其成本价相对于45CT来说稍低,是目前我国内锅炉喷涂采用较我公司采用超音速火焰喷涂设备(美国)进口喷嘴,在喷涂电流稳定,保证丝材雾化效果、涂层质量的前提下, 的喷涂面积达到60㎡。为客户提供快捷,的服务。山东长青金属表面工程有限公司业务涉及:金属表面防腐、金属表面修复强化、陶瓷喷涂、火焰喷涂、热喷涂、等离子喷涂、电弧喷涂、超音速喷涂等广泛,较多的喷涂材料。
内蒙古乌海宏合集团坚持“以科技为依托,以市场为导向,以质量求生存,以信誉求发展”的一贯宗旨,将质量品牌作为强大实力后盾,始终为客户提供的 无缝钢管产品和服务,坚持“以人为本”的发展理念,自主培养、社会吸取高等人才,使 无缝钢管产品质量和技术方面处于行业带头地位。先后研发出一系列新工艺、新技术以提高产品质量和性能。
等粒子喷涂工艺在等粒子喷涂过程中,影响涂层质量的工艺参数很多,主要有:①等离子气体:气体的选择原则主要根据是可用性和经济性,N2气便宜,且离子焰热焓高,传热快,利于粉末的加热和熔化,但对于易发生氮化反应的粉末或基体则不可采用。Ar气电离电位较低,等离子弧稳定且易于引燃,弧焰较短,适于小件或薄件的喷涂,此外Ar气还有很好的保护作用,但Ar气的热焓低,价格昂贵。气体流量大小直接影响等离子焰流的热焓和流速,从而影响喷涂效率,涂层气孔率和结合力等。流量过高,则气体会从等离子射流中带走有用的热,并使喷涂粒子的速度升高,减少了喷涂粒子在等离子火焰中的“滞留”时间,导致粒子达不到变形所必要的半熔化或塑性状态,结果是涂层粘接强度、密度和硬度都较差,沉积速率也会显著降低;相反,则会使电弧电压值不适当,并大大降低喷射粒子的速度。极端情况下,会引起喷涂材料过热,造成喷涂材料过度熔化或汽化,引起熔融的粉末粒子在喷嘴或粉末喷口聚集,然后以较大球状沉积到涂层中,形成大的空穴。②电弧的功率:电弧功率太高,电弧温度升高,更多的气体将转变成为等离子体,在大功率、低工作气体流量的情况下,几乎全部工作气体都转变为活性等粒子流,等粒子火焰温度也很高,这可能使一些喷涂材料气化并引起涂层成分改变,喷涂材料的蒸汽在基体与涂层之间或涂层的叠层之间凝聚引起粘接不良。此外还可能使喷嘴和电极烧蚀。而电弧功率太低,则得到部分离子气体和温度较低的等离子火焰,又会引起粒子加热不足,涂层的粘结强度,硬度和沉积效率较低。③供粉:供粉速度必须与输入功率相适应,过大,会出现生粉(未熔化),导致喷涂效率降低;过低,粉末氧化严重,并造成基体过热。送料位置也会影响涂层结构和喷涂效率,一般来说,粉末必须送至焰心才能使粉末获得 的加热和 的速度。④喷涂距离和喷涂角:喷枪到工件的距离影响喷涂粒子和基体撞击时的速度和温度,涂层的特征和喷涂材料对喷涂距离很敏感。喷涂距离过大,粉粒的温度和速度均将下降,结合力、气孔、喷涂效率都会明显下降;过小,会使基体温升过高,基体和涂层氧化,影响涂层的结合。在机体温升允许的情况下,喷距适当小些为好。喷涂角:指的是焰流轴线与被喷涂工件表面之间的角度。该角小于45度时,由于“阴影效应”的影响,涂层结构会恶化形成空穴,导致涂层疏松。⑤喷枪与工件的相对运动速度:喷枪的移动速度应保证涂层平坦,不出线喷涂脊背的痕迹。也就是说,每个行程的宽度之间应充分搭叠,在满足上述要求前提下,喷涂操作时,一般采用较高的喷枪移动速度,这样可防止产生局部热点和表面氧化。⑥基体温度控制:较理想的喷涂工件是在喷涂前把工件预热到喷涂过程要达到的温度,然后在喷涂过程中对工件采用喷气冷却的措施,使其保持原来的温度。在等离子喷涂的基础上又发展了几种新的等离子喷涂技术
选购热喷涂技术施工厂家来内蒙古乌海市找宏合集团(乌海市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-【13780722348】,地址:[开发区]。












