以下是:无缝翅片管材质保证的产品参数
产品参数 产品价格 电议 发货期限 双方议定 供货总量 大量 运费说明 根据订单 名称 翅片管 规格 齐全 材质 20# 304 q235b 产地 聊城 仓库地址 浩泽库 计重方式 米计 可定制 是 品牌 浩泽 用途 换热系统 应用场所 锅炉 电站 在安徽省宣城市采购无缝翅片管材质保证请认准浩泽物资(宣城市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:周经理-【13563000517】,地址:大东钢管产业园)。 安徽省,宣城市 宣城名称源于早在春秋战国时期,是千年州府地,古属吴越,素有“宣城自古诗人地”“上江人文之盛首宣城”之称。建国初期,设宣城专区,后并为芜湖专区和芜湖地区;1980年,芜湖地区更名为宣城地区;1982年4月,宣城地委、行署由芜湖搬迁至宣城;2000年,宣城撤地建市。宣城市是南京都市圈成员城市,G60科创走廊中心城市,皖南国际旅游文化示范区重要组成部分,皖东南地区的综合交通枢纽。还是全国的中国文房四宝之城,宣纸制作技艺被列入联合国非物质文化遗产名录。宣城市地处东南丘陵与长江下游平原的过渡地带,市境有“江南诗山”敬亭山,华东第二高峰清凉峰,皖南天然淡水湖南漪湖,神秘的皖南川藏线,“古生物活化石”扬子鳄等景点。
我们的无缝翅片管材质保证视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。以下是:无缝翅片管材质保证的图文介绍长期以来安徽宣城浩泽物资有限公司坚持“发展经济、服务社会”的经营宗旨,以 翅片管市场为导向,以科技为依托,科学管理,科学决策,不断总结积累生产技术经验,积j i引进先进的生产技术和设备,努力提高生产技术水平,提高 翅片管产品科技含量,保持生产技术水平始终处于同行业较前位置。同时建立了一整套完善的售后服务体系,优化 翅片管服务质量,注重服务实效,健全市场管理。跟踪市场调查,反馈用户意见,诚实守信,满足用户要求,取得良好效果。通过不断努力,企业管理水平明显提高, 翅片管规模效益逐步扩大,企业综合实力不断增强,企业已迅速迈入经济发展的快车道,企业发展前景广阔。
为了降低成本,并减少制冷剂充注量,小管径翅片管换热器(管径小于或等于5 mm)正在逐渐取代7mm或更大管径的换热器。当管径从7 mm减至5 mm,管路的截面积将减少49%,制冷剂充注量也相应减少。
然而,在空气侧,小管径换热器的翅片尺寸要小于大管径换热器的翅片,即减小了换热面积。另外,与管径密切相关的翅片间距也会减小,使得空气压降增加。在制冷剂侧,采用小管径管路会增加制冷剂压降,并减少管路换热面积。
因此,本文并提出小管径翅片管蒸发器的优化设计方法,包括翅片结构的设计以及制冷剂流路的设计,并对采用5 mm 管径蒸发器的空调器进行了实验测试。
在换热器中,很多时候传热两侧流体的换热系数大小不平衡,通常我们会在换热系数小的一侧加装翅片。这是为什么呢?翅片管又是什么?结构什么样?应用原则是什么?听老工程师为大家讲一讲。(末尾有实例讲解哦!)
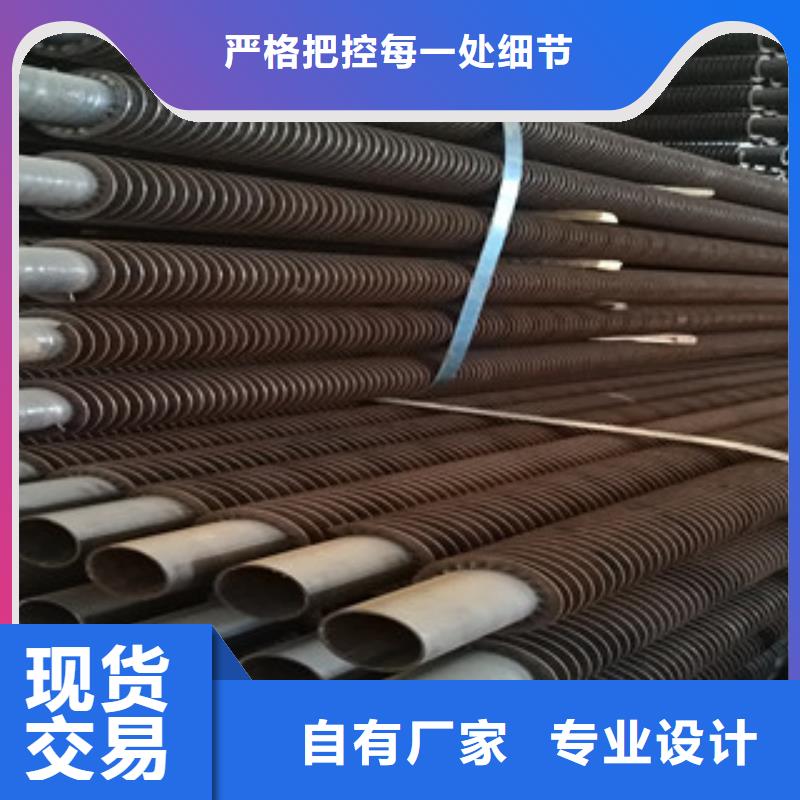
什么是翅片管?翅片管,又叫鳍片管或肋片管。顾名思义,翅片管就是在原有的管子表面上(不论外表面还是内表面)加工上了很多翅片,使原有的表面得到扩展,而形成一种独特的传热元件。为什么要采用翅片管?
在原有表面上加工上翅片能起到什么作用呢?
翅片管换热器的结构与一般管壳式换热器基本相同,只是用翅片管代替了光管作为传热面。这使得其结构更加紧凑,换热面积增加,可以加强换热。
什么情况时,选用翅片管呢?
翅片管生产技术现状A套装翅片套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。
用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压人的。这种方法因为翅片的压人力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压人是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。
B镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。
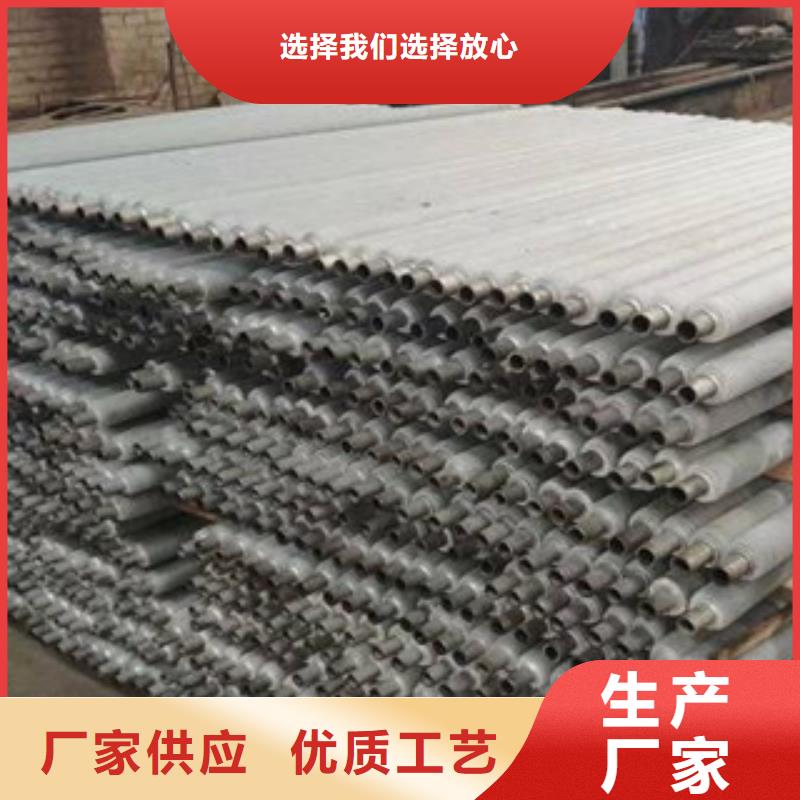
C钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。
D高频焊螺旋翅片高频高频焊螺旋翅片管是目前应用为广泛的螺旋翅片管之一,现广泛应用于电力、冶金、水泥行业的预热回收以及石油化工等行业.高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。
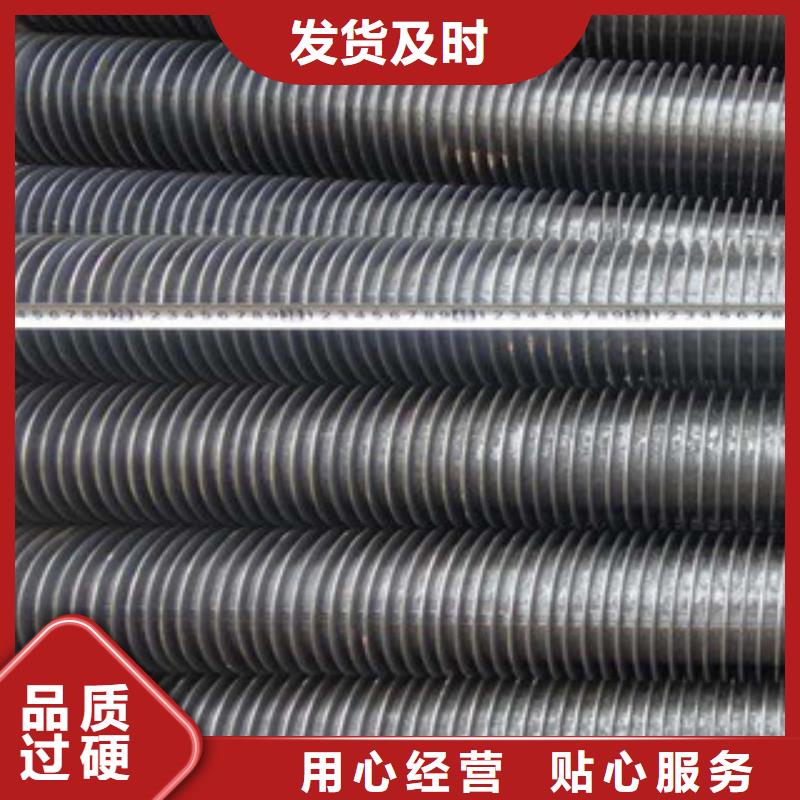
E三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理如图1.8所示,在光管内衬一芯棒,经轧辊刀片的旋转带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。
目前三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管目前市场上多见为低翅片管,整体型高翅片管其材质多为铝、铜等,一般是冷轧成型。 鉴于现在市场上高频焊翅片管、有色金属整体轧制翅片管较容易找到,而整体轧制翅片管(钢)较少翅片管的应用场合。
翅片管束1什么是翅片管束?
由多支翅片管按一定规律排列起来而组成的换热单元叫翅片管束。一个翅片管换热器可以由一个或多个翅片管束组成。
2翅片管束的结构组成包括?
翅片管(多支):传热的基本元件。
管箱(集箱)或管板:连接翅片管两端的箱体,弯管或钢板。当翅片管与箱体或管板连接以后,翅片管之间的间距也就固定了,同时,管箱使管内的流体形成了连续的流道。
构架:使整个翅片管束得以支撑和固定。
3翅片管的排列方式? 在一个管束中,翅片管排列方式的选取是致关重要的。有两种排列方式:叉排和顺排。
所谓叉排,是指在气流方向管子交叉排列,而顺排是指在气流方向管子顺序排列。
顺排和叉排的优缺点:
顺排:流体管外绕流时,受到的扰动较小,换热系数较低,但优点是阻力小。
叉排:流体管外绕流时,受到的扰动较大,换热系数较高,但缺点是阻力大。
当对阻力降没有严格限制时,应叉排排列;当要求的阻力降很小时,应选取顺排方案。
4管箱的结构形式
如果说管束的排列形式(顺排或叉排,及管间距的选取)主要是考虑管外流体的换热要求而确定的话,那么管箱的形式和结构则主要是考虑管内流体的压力和换热要求。
一般应遵循下列原则:
(1)若管内流体的压力较高,一般选用大直径的圆管作为管箱。
例如,在锅炉应用上,几乎都选用圆管作为管箱。
2)在空冷器应用上,喜欢采用方形箱体。
方形箱体的优点是可以同时连接多排翅片管。当管内是蒸汽的凝结时,需要有大的蒸汽空间,一个管箱与多排管子相连是必要的。
(3)当管内流体的进出口温度相差很大时,管箱可能会因为管排的热膨胀不同而变形,这时,宜采用分解式管箱。
4)除了管束的排和后排,必须采用相应的管箱连接之外,其它各排好用弯管一对一连接。其优点在于:
能提高换热效率。理论证明,一对一连接能避免各排管流体的掺混,而流体的掺混使传热温差和传热效率降低。
能减少流体的流动阻力。因为一对一连接保证了流动截面积不变,避免了流体不断地膨胀和收缩。
弯管能“吸收”热膨胀而产生的变形。
选购无缝翅片管材质保证来安徽省宣城市找浩泽物资(宣城市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:周经理-【13563000517】,地址:[大东钢管产业园]。











