

以下是:循环水带压开孔的产品参数
产品参数 产品价格 6666 发货期限 电议 供货总量 电议 运费说明 电议 产地 盐城 规格 8888 品牌 煜涛 循环水带压开孔,煜涛堵漏工程(运城市分公司)为您提供循环水带压开孔,联系人:周经理,电话:【0515–88731000】、【13236116555】,请联系煜涛堵漏工程(运城市分公司),发货地:盐都区。 山西省,运城市 运城古称“河东”,因“盐运之城”得名,是中华文明的重要发祥地之一。华夏民族的始祖黄帝、炎帝、蚩尤,尧、舜、禹,都相继活动在河东大地上。尧初都蒲坂,后迁平阳,舜都蒲坂,禹都安邑,中国奴隶制社会——夏也是在这里诞生。运城市垣曲县的“中华世纪曙猿”化石把人类起源向前推进了1000多万年。芮城县的西侯渡文化遗址,是考古界发现的人类早用火的实证。诞生了春秋商人猗顿、东汉末年名将关羽、初唐诗人王勃、中唐文人柳宗元、史学大家司马光、戏曲名家关汉卿等文武俊秀,闻喜裴氏家族曾出过59位宰相、59位大将军,史称“将相接武、公侯一门”,形成了关公文化、根祖文化、盐文化、德孝文化等具有鲜明特色的地域文化。
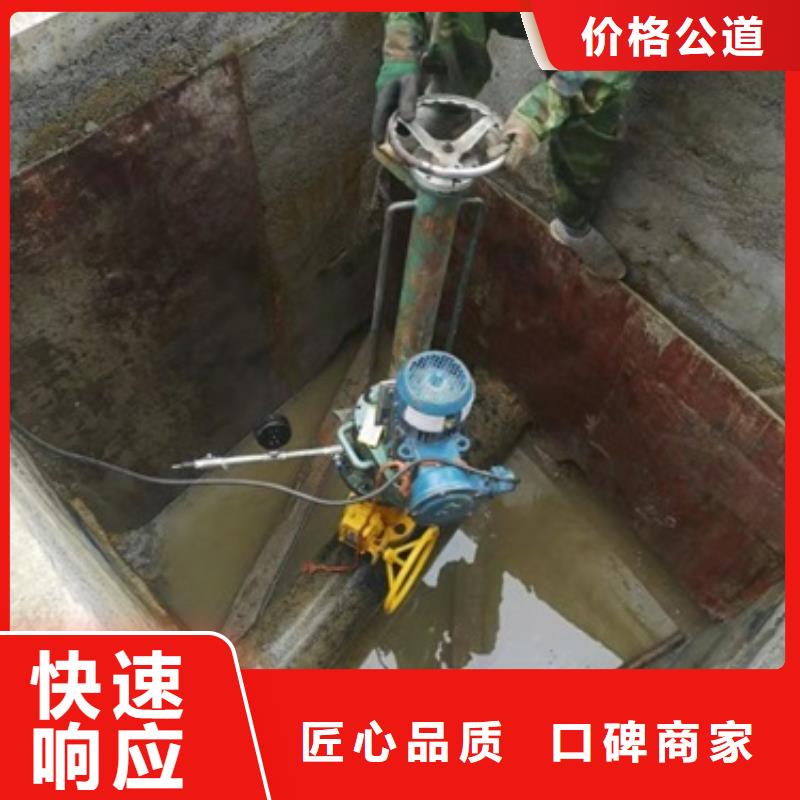
精心打磨的产品视频已准备就绪,它将带您深入循环水带压开孔的魅力世界,让您重新发现产品的无限可能。以下是:循环水带压开孔的图文介绍
应由施工队长统一指挥挖掘机,其他人员远离现场,如出现伤人,立即启动应急方案;为避免封堵作业坑出现滑坡现象,坑的周围必须有一定的坡度。如出现滑坡,应立即组织清理。(2)带压焊接封堵三通焊接前根据管道材料、运行参数以及焊件材料编制焊接工艺指导书,按焊接工艺指导书施焊后进行焊接工艺评定,按合格的焊接焊接工艺评定编制焊接工艺规程。按焊接工艺规程进行焊接;焊接时必须穿戴焊工保护用品,避免出现弧光伤眼,如出现伤人应立即送医院。如出现焊穿现象,应立即用焊条堵上,并焊死,如出现着火现象,应立即启用应急方案。(3)密闭开孔开孔前严格按照操作规程进行试压,如遇开孔时出现漏油现象应立即采取措施,找出漏油点并掉;
如出现着火现象,应立即启用应急方案。如果卡刀,应立即扳动换向阀,停车分析原因后,重新启动;如果刀具损坏,应果断提起刀盘,关闭夹板阀,换上备用刀具。(4)封堵封堵时,要依照“先高压再低压,先内侧再外侧”的原则来进行,即先封高压端,再封低压端。下堵头时,夹板阀上的放气阀门关闭不严或未关,造成漏油或着火,此时立即启动应急方案。(5)抽油放油要在封堵成功后进行,放油点要尽量开在管线底部,进气点尽量开在管线顶部。如果出现漏油现象或着火现象,立即启动应急方案。开泵抽油前,需保证动力线的绝缘层无损坏、抽油泵接地良好。如果出现触电现象,立即启动应急方案。(6)切管切管机之前,首先检查轮距,后要检查电机正反转,要保证链条在一条直线上。
随着大数据、物联网、智慧城市等新型产业发展带来行业的契机,山西运城煜涛堵漏工程有限公司始终以前瞻的眼光,紧跟时代潮流,坚持以专业化的发展战略,专注技术与应用不断开发适合客户需求的新 带压开孔产品;务实守信,开拓创新,携手广大合作伙伴“扬帆起程领航未来”。
带压堵漏其实也可以被称作带压密封性,它能够的将物质泄露的通道塞住,但是这项的难度还是相对很大的,所以一般需要非常的团队来进行。带压堵漏在进行的时候都会进行电焊焊接,而电焊焊接并不是与我们所了解的管道焊接一样,而是有着带压堵漏自己的电焊焊接方式。 带压堵漏有哪些电焊焊接方式。粘硫化橡胶栓可以根据硫化橡胶栓的特点,对梁端施压而泄露。生产流程简单,不仅粘接了各种金属和高分子材料,而且可以粘接其他材料。这个方法快速,经济,带压堵漏部分替代的电焊焊接、螺栓和螺帽的连接。 带压堵漏有哪些电焊焊接方式。在易燃性的情况下,有更多的优势。电焊焊接法通过采用电焊焊接操作直接电焊焊接出焊缝上的出气孔,随后形成封闭式区域。电焊焊接工作在大气和压力下进行,如火焊。这种方法具有火灾事故危险因素。 社会的快速发展虽然让我们的生活方式发生了的改变,我们的生活也逐渐的越来越便利但是也正是因为如此,所以才会有现在的一些隐形问题的出现,比如说污水池堵住这样得一个问题,如果不能及时的很好的处理的话。
管道带压开孔、管道管道封堵作业操作流程使用带压开孔、封堵设备在燃气管道上接支管或对燃气管道进行维修更换等作业时,应根据管道材质、输送介质、敷设工艺状况、运行参数等选择合适的开孔、封堵设备及不停输开孔、封堵施工工艺,并制定作业方案。作业前应对施工用管材、管件、密封材料等做复核检查,对施工用机械设备进行调试。在不同管材、不同管径、不同运行压力的燃气管道上首次进行开孔、封堵作业时应进行模拟试验。带压开孔、封堵作业的区域应设臵护栏和各示标志,开初作业时作业区内不得有火种。钢管管件的安装与焊接应符合下列要求:(一)钢制管道允许带压施焊的压力不宜超过1.0MPa,且管道剩余壁厚应大于5mm。
封堵管件焊接时应严格控制管道内气体或液体的流速;(二)用于管道开孔、封堵作业的特制三通或四通管件宜采用机制管件;(三)在大管径和较高压力管道上作业时,应做管道开孔补强,可采用等面积补强法;(四)开孔法兰、封堵管件必须保证与被切削管道垂直,应按合格的焊接工艺施焊。其焊接工艺、焊接质量、焊缝检测均应符合现行标准《钢制管道封堵技术规程第1部分:塞式、筒式封堵》SY/T6150.l的要求;(五)开孔、封堵、下堵设备组装时应将各结合面擦拭干净,螺栓应均匀紧固;大型设备吊装时,吊装件下严禁站人。带压开孔、封堵作业必须按照操作规程进行,并应遵守下列规定:(一)开孔前应对焊接到管线上的管件和组装到管线上的阀门、开孔机等部件进行整体试压。
循环水带压开孔,煜涛堵漏工程(运城市分公司)为您提供循环水带压开孔产品案例,联系人:周经理,电话:【0515–88731000】、【13236116555】,发货地:盐都区。












